The Furnascote Leaflet
GENERAL
Furnascote is a collective name for a series of refractory coatings having a high zirconia content, they are
designed to protect the refractory bricks in furnaces and boilers etc., easily applied by trowelling, brushing or
spraying by unskilled labour.
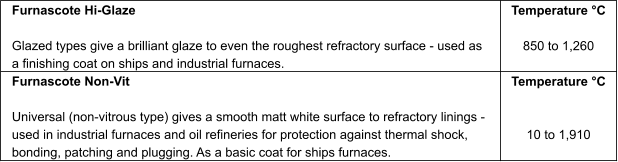
Each of our brand of Furnascotes is designed to fulfil a particular function and therefore be effective within a
definite temperature range, the various types are shown below :
WHY FURNASCOTE IS THE BEST REFRACTORY COATING TODAY
The change from coal to fuel oil has created difficult conditions for refractories which older materials based on
silica and alumina cannot withstand. The use of Furnascote reduces the frequency of repairs.
Furnascote reduces slag adhesion, reduces spalling, eliminates cracking and above all, produces gas-tight
surfaces.
THE FORM IN WHICH FURNASCOTE IS SUPPLIED
Furnascote refractory coatings are all normally supplied in the form of a powder packed in plastic tubs
containing 25 kg. Designed to withstand arctic, tropical and monsoon climates which enables stocks to be kept
indefinitely in store without deterioration.
For best results - generally, in ships, oil refineries and industrial furnaces the following system should be used :
SURFACE PREPARATION OF THE REFRACTORIES
The refractory surfaces must be thoroughly cleaned with a scraper or wire brush, removing all loose pieces.
Where cracks due to spalling have occurred in the refractory, the edges of the cracks must be cleaned and any
gaps filled in with Furnascote Non -Vit so as to level the rrefractory surface as effectively as possible.
After filling gaps, spalls and cracks with Furnascote Non-Vit, mix more Non-Vit with water to form a very thick
paste on the following bases :
•
1 imperial gallon (4.55 litres) Furnascote Non-Vit with 1 pint (0.57 litres) of water.
•
10 kg with 1 litre of water.
•
This compound should be rendered or sprayed over the furnace walls, ceiling, hearth, bridges etc to a
thickness of 3mm minimum (a thicker coating may be used). This will be refractory up to 1,650°C and
has no shrinkage - forming a powerful prime coat.
As soon as the Non-Vit priming coat is leveled off, even though it is still damp, the Furnascote Hi-Glaze
finishing coat can be applied and is made up on the following basis :
•
1 imperial gallon (4.55 litres) Furnascote Hi-Glaze with 1 pint (0.57 litres) water.
•
10 kg with 1 litre of water
•
Form a thick paste which is brushed or sprayed as a thick coat over the Non Vit to a thickness of 1.5mm.
•
Two or three coatings can be brushed or sprayed quickly on.
•
If a thinner paste is required, use more water to suit.
We will be pleased to give advice on special applications on knotty problems.
FIRING
After the Furnascote is brushed on to the refractory surface and left to dry, the furnace is fired. Make certain
that the coating is dry. Thin coats dry quickly, approx 2 hours but thicker coatings require 24 to 72 hours drying
time. Firing when begun should be regular so that the temperature increases steadily up to the required point.
NON-VIT
For special conditions where low temperatures are required in furnaces for example 100 to 538°C. Furnascote
Non-Vit may be used as it sets as a monolithic coating from room temperature upwards and sets hard in
several hours. The higher the rise in temperature, the more rapidly it hardens. Best results are obtained if a
3 mm coating is applied on old or new fire bricks.
Non-Vit also resists high temperature conditions up to 1,910°C and is widely used in oil refinery H.T. furnaces
because of its resistance to corrosive chemicals.
Non-Vit is particularly resistant to Vanadium by-products.
Non Vit has potential uses in the layers of vaults of Fast Reactors of Nuclear Power Plants because of its High
Zircon content.
Non Vit has tremendous resistance against Thermal Shock.
COVERAGE
Depending on the degree of roughness and porosity of the surface, the coverage of the material when properly
mixed will be of the order of 0.8 to 1.4 m² per litre (0.6 to 1.2m² per kilo of the material in its dry form) in a single
coating. This is calculated on brushed coatings of one millimeter.
A vivid illustration showing the effect of Non-Vit as a barrier coat can be seen our Furnascote full literature
booklet "Aluminium Smelting".
The same process as used in ships furnaces - a priming coat of Furnascote Non-Vit followed by a finishing coat
of Hi-Glaze can be used in all types of industrial furnaces to give resistance against ravages of fuel oil.
The system also withstands damage by solid fuels such as coal, peat, wood and industrial wastes.
Special note on Surface Preparation
Where dense quality fire bricks and catables display gloss surfaces and past experience has shown that flaking
does occur after firing, we advise as follows :
Apply a revolving abrasive wheel of the Norton Crystalon type to the face of the bricks or castables for a few
seconds to scratch the skin and 'de-scale' the surface. Wet the 'de-scaled' bricks with fresh water to reduce
dust from rising. The apply brush coatings of Furnascote in the normal way, allow to dry before firing. This
treatment will increase the adhesion of Furnascote to give superb results on glassy, dense fire bricks.
LATEST INFORMATION
The level of grassing in molten metals can be reduced by the use of Furnascote Non-Vit which, by sealing the
firebricks or catables, prevents the leaching of reactive materials contained in the firebrick or castable.
Apart from helping to anneal metals, Non-Vit, even as a 'wash coat' will assist in annealing firebricks, castables,
monolithics and thus reduce the tendancy to 'thermal shock'.
RECOMMENDED APPLICATIONS
Furnascote Non-Vit is recommended for use in the following applications wherever fuel oil and solid fuels are
employed in furnaces (Non-Vit is particularly recommended in applications against Thermal Shock).






Polybond Ltd. Unit 6, William Street, Northam, Southampton, SO14 5QH
Tel: 02380 988350 Fax: 02380 988355
