



Page 1
Furnascote Booklet - Contents
Contents
Foreword
Application and Purpose of Non-Vit
Securing Refactories to Metal
Application to Steel Rotary Kilns
Brick Built Kilns, Furnaces and Combustion Chambers
Pollution of the Air
Thermal Shock
Industries using Furnascote
Petroleum and Hydrocarbon Industries
The Aluminium Industry
The Copper Industry
Induction Furnaces for Melting Ferrous and Non-Ferrous Metals
High Temperature Experiment
The Pulp and Paper Industry
Useful Applications of Furnascote
Special Note on Surface Preparation
Safety Datasheet
Save Energy Leaflet
..........................................................................................................2
..............................................................3
........................................................................6
...................................................................8
...........................10
.........................................................................................11
...............................................................................................12
........................................................................15
......................................................19
................................................................................21
......................................................................................23
...........24
.....................................................................26
........................................................................27
..............................................................28
..........................................................28
...........................................................................................29
......................................................................................34
Polybond Ltd



Foreword
GENERAL
Furnascote is a collective name for a series of refractory coatings containing high percentages of Zirconium
compounds, designed to protect the refractory bricks, monolithics, castables, and steel shells in furnaces and
boilers, etc. They are easily applied by trowelling, brushing or spraying, by semi-skilled labour.
Each of the furnascote types is designed to fulfil a particular function and to be effective within a definite
temperature range. The various types are as follows:
Non-Vit gives a smooth matt white surface to refractory linings.
HI-Glaze gives a brilliant glaze to even the roughest refactory surface, used as a finishing coat over Mortar or
Non-Vit.
The purposes for using furnascote refractories are:
1.
To reduce slag adhesion.
2.
To reduce spalling.
3.
To eliminate cracking.
4.
To give a gas-tight surface.
5.
To attach refractory to metal walls.
6.
To reduce the effects of thermal shock.
7.
To protect refractories against the vicious attack and sand-blasting effect of burning fuel oil.
8.
To increase the working life of furnaces.
Furnascote is supplied in the form of powder, packed in plastic containers, each containing 56 lb (25 kg).
Designed to withstand arctic, tropical and monsoon climates, which enables stocks to be kept indefinitely in
store without deterioration. Hi-Glaze is packed 56 lb (25kg) per drum.
The application of furnascote was described in a special leaflet "Non-Vit/Spec/January 1969" which is now
included in full on next page.
The use of furnascote Non-Vit has proved beneficial to many industries in solving two principal problems,
"Adhering Refractory to metal", and "Thermal Shock". Therefore, these two subjects are dealt with in greater
detail on the following pages.
Applications of furnascote to Specialised industries are discussed briefly under:
Aluminium.
Brass and Non-ferrous.
Chemical industry and Fertilizer Plants.
Gas and Natural gas.
Iron and Steel.
Copper.
Marine, Shipping and Steam.
Nuclear Energy.
Petroleum and Hydrocarbon.
Pulp and Paper.
Save Energy with Furnascote
Polybond Ltd. Unit 6, William Street, Northam, Southampton, SO14 5QH
Tel: 02380 988350 Fax: 02380 988355
Page 2
Furnascote Booklet - Foreword
Application and Purpose of Furnascote Non-Vit
Specification for application of Furnascote Non-Vit (Zircon-Rich) refractory in
Oil Refineries, Hydrocarbon Product Industries, Marine and General Industry.
PURPOSE
Furnascote Non-Vit is designed to provide the following functions:
1.
A protective coating inside furnaces, catalytic crackers, hydrolisers, reactors, heating and re-heating
furnaces, heat exchange units, jet burner areas, sulphur recovery plants, and steam producing units.
2.
To protect the refractory brickwork, or castables, from attack by corrosive chemicals at elevated
temperatures. Chemicals such as sulphur compounds, gases, acids, alkalis, steam, catalysts, products
of combustion, furnace atmosphere, chemical composition of reaction products. slags, fluxes, etc.
3.
.
APPLICATION
Standard applications are as follows:
Building of New Walls
1.
To seal new brickwork and produce a gas-tight bond between the bricks, Non-Vit is used as the mortar
with which to bond the refractory bricks.
2.
Add fresh water to Non-Vit dry powder to give a render consistency for trowelling on the bricks as a
mortar. Mix the Non-Vit mortar in an ordinary cement mixer for 5 minutes, in batches of 1 to 3 cwt. lots,
(50 to 150 kg.).
3.
Splash some water on the bricks to dampen the surface. Trowel on to the bricks at an approximate
thickness of " (1.5mm). Build up courses to required height. Quantity of Non-Vit needed per brick is 1
lb. or 0.5 kg. at " thickness. (If the 6 sides of the brick are coated, the quantity needed is 2 lb, or nearly
1 kg.). Size of brick used is 9" x 4¼" x 3", (22.5 cm x 11 cm x 8 cm).
4.
If the bricks facing the flame zone are glossy and dense, scratch this surface with a revolving abrasive
wheel to give a "key". If the bricks are porous, they require no special treatment.
5.
Dilute the Non-Vit cement with extra water to produce a thick cream, and brush two coats on to the
brickwork to give approximately 2 mm coating. Leave the brickwork for at least 7 days to dry out the
mortar and the surface coating. Artificial heat can be used to get maximum drying. (i.e. warm air, electric
heaters, torches, etc.).
6.
When the furnace walls are completely dry, raise firing temperature at 40°F per hour to 1,832°F. Bring up
gradually (evenly) and continuously, so that you reach 1,000°C within 96 hours. Thereafter, reduce to
7,000°C (1,292°F) or lower, (whichever is the operating temperature) and leave at this temperature for 3
days. The furnace, or heater, is ready for operation.
7.
Because of a wide range of conditions both in the use and the applications of Non-Vit, we welcome your
specific enquiries. These will enable us to submit the correct specifications with the most suitable means
of application.
Special Types of Walls
Sometimes severe operating conditions require special treatment, for example: cyclic gas reforming plants,
when live steam is injected into the chamber at intervals. This causes violent drops in temperature, followed by
rapid rises. This starts violent Thermal Shock which damages brickwork and linings of the furnace. In this type
of construction, it is necessary to use thicker coatings of Non-Vit which must be reinforced with steel wire mesh
to support thicker coats of 6 mm to 12 mm thick.
Page 3
Furnascote Booklet - Application and Purpose of Non-Vit (i)
a.
Non-Vit is self supporting up to ¼" (6 mm) coatings.
b.
Non-Vit provides a gas-tight coating at the flame surface, and a gas-tight mortar to bond the
firebricks.
c.
Non-Vit provides protection against effects of Thermal Shock.
d.
Non-Vit will seal spalls and cracks.
e.
Non-Vit has a wide temperature range of operation from 100°C to 1,910°C (212°F to 3,470°F).
f.
Non-Vit can be applied as thicker coatings using wire mesh as a reinforcement. (see under
Rotary Kilns).
g.
Although the uses of Non-Vit are directed towards the petro-chemical industries, and, examples
are quoted from site applications, the same specifications should be used for Marine and
Industrial furnaces outside the oil industry. Wherever fuel oils, coal, wood, peat, gas, etc., are
burned in furnaces, the problems of containment, wear and tear, Thermal Shock, etc., are
similar. Therefore, this specification is one for universal use.


The Method used is as follows:
1.
Mortar the brickwork with Non-Vit cement as in the building of new walls.
2.
Dry out the walls for 3 days with hot air or torches to remove moisture from the mortar and the bricks.
3.
Render on to the walls by trowel " (3 mm) of Non-Vit cement. Whilst the cement is still damp, layover it
high tensile steel wire mesh, 19 gauge S.W.G. ½" (12 mm) gaps. Hammer at 12" (300mm) centres, 1"
(25 mm) high tensile steel staples to secure the wire mesh into the Non-Vit mortar gaps between the
brick courses. A pneumatic hammer to punch the staples into the courses, should work at a minimum of
80 lbs. per square inch pressure. This will hold the layer of Non-Vit tight to the wall.
4.
Dry this first layer for 3 hours and whilst it is almost dry, trowel on another " (3 mm) layer of Non-Vit.
This gives a reinforced coat of 6mm (¼"). Leave for at least a week to dry out thoroughly. When
completely dry, raise temperature at 40°F per hour at the start. Then bring up gradually (evenly), and
continuously, so that you reach operating temperature within 96 hours. Now, the furnace is ready.
5.
If ¼" (6 mm) is considered insufficient, an extra " (3 mm) can be trowelled over the second layer to give
a total thickness of " (9 mm). In this case, increase drying time to 5 days before firing. Drying can be
improved by artificial means, i.e. hot air, electric heaters, etc.
Application of Non-Vit to roofs of Heaters
The method of application is given in detail on page 10, but as a precis:
Construction of furnace roofs poses the problem of gravity pull, which can cause loss of adhesion of
refractories during the critical stage of first firing of the Heater. To eliminate trouble at this stage, we advise the
following procedure:
1.
Whilst the refractory bricks are being mortared in the ceiling, at intervals of 18" (45 cm) lap a length of 16
gauge mild steel annealed wire behind the brick so that it dangles from the roof 3" (75 mm) proud.
2.
The Furnascote Non-Vit will be setting as a mortar between the bricks and will secure the wire.
3.
The next stage will be the application of the Non-Vit at " (3 mm) on to the bricks, followed by a layer of
wire mesh.
4.
The dangling wire can be tied securely to the wire mesh and hold it firmly whilst the staples are
hammered into the seams. Thus, the wire mesh is held firmly in place whilst the final coat of Non-Vit is
trowelled on.
5.
By this means enormous strength is given to the attachment of Non-Vit and the wire mesh, whilst initial
heating is applied to the roof. Once the Non-Vit has set hard, the composite mass has great strength.
6.
Approximate quantities needed to meet the Specification for walls, roofs and floors, are:
General application of Non-Vit, on existing heating units made up of refractory bricks, mouldables and
castables, the following is carried out:
1.
Prepare the Non-Vit with fresh water to form a creamy paste which can be applied by brushing.
2.
Wire brush the surface of the bricks or mouldable. If the surface is dense and glossy, scratch it with a
revolving abrasive wheel to give a "key".
3.
Brush one coat on to the brickwork to give approximately 1mm, and leave for 30 minutes. Brush a
second coat; leave for 15 minutes. Build up to 2 mm final thickness.
4.
If the bricks, or castables, are porous, one brush coat should be applied, left for 30 minutes, and a final
coat trowelled on to give 2mm thickness.
5.
Leave the Non-Vit to dry out thoroughly. A minimum of 48 hours drying should be sufficient. Commence
firing at 40°F per hour, increasing by 5° per hour for the first 24 hours. Gradually increase firing
temperature to reach 1,000°C in 96 hours, (1,832°F). Reduce to 700°C (1,292°F) or lower. (Whichever is
operating temperature), leave for 72 hours. This will set off the Non-Vit to give maximum strength and
refractoriness. The Heater is then ready for operation and injection of superheated steam at 1,900°C
(374°F) each day at the change of shifts, for cleaning out the Heater. This is a particular example, but the
same procedure for firing applies where Thermal Shock occurs. Where other refractories, castables,
mouldables, are used in the same structure, firing should be of the order of arise of 40°F per hour to
operating temperature. This will keep in line with temperatures recommended by suppliers of other
refractories, which are to be used together with Non-Vit.
UPGRADING OF HEATERS
Existing Heaters can be upgraded by applying 2mm of Non-Vit on to brickwork, castables, refractory concrete,
etc. If temperatures desired in the new processing exceed 1,100°C (2,012°F), we advise extra Non-Vit to give a
minimum thickness of 3 mm.
Page 4
Furnascote Booklet - Application and Purpose of Non-Vit (ii)
a.
As a bond to mortar the furnace bricks at " (1.5 mm), (to cover the bottom and two sides of the
brick), 1 lb (nearly 0.5 kg) per brick. Size of brick is 9" x 4¼" x 3", (22.5 cm x 11 cm x 8 cm).
b.
As a coating over the furnace bricks exposed to the heat, at ¼" (6 mm) 4½ lb per square foot (2
kg). Size of brick is 9" x 4¼" x 3", (22.5 cm x 11 cm x 8 cm). (This quantity will vary with the
nature and area of the brick surface. A porous brick will need more Non-Vit than a smooth one).






If the upgrading of a furnace or heater is likely to increase effects of Thermal Shock inside the structure, we
recommend that the coating of Non-Vit be increased to ¼" (6 mm) and be reinforced with steel wire mesh to
obtain maximum strength; using method described later under "Special types of walls". In this application,
securing the wire mesh to courses of brickwork by hammering steel staples to secure the mesh to walls, is
straightforward. Should the walls consist of castables or refractory concrete, the steel staples securing the wire
mesh can penetrate the concrete by use of a pneumatic hammer working at a minimum of 100 lb per square
inch air pressure.
Special applications of Furnascote Non-Vit, such as attachment to metals.
Attaching refractories to metals involves special techniques. The purpose of the application is to provide
protection of steel sections where castables, bricks, etc., cannot be employed, such as steel chimneys, rotary
kilns, trunking, etc. The purpose of using Non-Vit is to:
Stop the steel walls distorting under the influence of heat, as in the case of a rotary kiln.
To protect a steel chimney or steel trunking from corrosion by acids, alkalis, sulphur compounds, etc., at
elevated temperatures.
To protect steel walls of heating chambers which are containing chemical reactions at high temperatures, such
as hydrolisers.
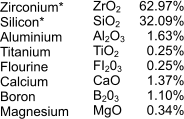
PROPERTIES AND TYPICAL ANALYSIS OF FURNASCOTE NON-VIT
Chemical Composition
*Average percentage subject to slight variation.
Slag Formation
Acidic compounds give slight films of slag, but, generally, Non-Vit resists corrosive attack by acids, such as
sulphuric, hydrochloric, and organic acids at elevated temperatures.
Alkaline compounds do tend to form slags, but once the slag reaches approximately 2 mm, it detaches from the
Non-Vit and falls off. Owing to its resistance to adhesion it takes longer for slag to form on Non-Vit, than with
most other refractories.
When the Non-Vit coatings have hardened off, under the influence of the first firing, the mat surface has great
resistance to acids and alkalis.
PHYSICAL PROPERTIES
Non-Vit is a cream coloured dry powder, which is mixed with fresh water to produce a cement, or a slurry,
(having a thin consistency to enable the mixture to be applied by brush, or spray, as thin coatings). When the
moisture has dried off before first firing, and it hardens off, from ambient to high temperatures, it remains almost
white in colour.
As a dry powder inside tropic proof drums, Non-Vit remains inactive, so that its shelf life is infinite. When fresh
water is added to the powder, a bonding action takes place and the material forms a smooth cement. This is
applied to refractory bricks as a wet cement and moisture is dried off. Shrinkage is extremely low, so as to
produce minimum distortion.
Density is 3.32 g/cm³.
Weight per cu. ft. 210 lb.
Bulk Factor is 2.12.
K Value at 500°C is 3.50
Cold Crushing Strength - 5000 PSI. (350 kg/sq. metre).
Thermal expansion from 0°C to 1,910°C, is approximately 1%, but this is influenced by the slight plasticity of
Non-Vit which moves with the expansion and contraction of the refractory bricks at higher temperatures.
Shrinkage of films is low, less than 0.25%.
Resistance to effects of Thermal Shock excellent in all thicknesses.
Electrical properties - Dried coatings are good insulators.
Coverage per average firebrick at 1.5mm (all faces) is approximately 1 kg (2.2 lbs).
Refractoriness - 1,910°C (3,470°F).
Resistance to powdering - excellent.
COVERAGE
Non-Vit will give the following coverage on average surfaces. A porous surface will require more material.
" (1.5 mm) thickness, approx 4.6 kg/m²
" (3 mm) thickness, approx 9.2 kg/m²
¼" (6 mm) thickness, approximately 18.4 kg/m²
Page 5
Furnascote Booklet - Application and Purpose of Non-Vit (iii)
Furnascote Non-Vit is Resistant to the following:
•
Furnace atmosphere.
•
Products of combustion.
•
Combustion residues.
•
Chemical composition of the charge.
•
Composition of reaction products.
•
Influence of air, humidity and steam.
•
Non-Vit is odourless, tasteless, and is non-poisonous to
users or workers, and is unaffected by most acids or most
alkalis in liquid or gaseous form.


Securing Refractories to Metal
THE PROBLEM
The Furnascote Engineers discussed the protection of steel structures from becoming perforated, and the
damage by Thermal Shock to static furnaces built of refractory bricks. If they could offer a simple solution to
reduce the damage caused by this shock they could save the Company thousands of pounds and give
continuity to production.
Loss of production in industries is more expensive than materials and labour involved in maintenance. The
Engineers examined case histories of users of Furnascote and selected Non-Vit grade as the best choice for the
work. The characteristics of Non-Vit are as follows:
1.
Contains 62% Zirconium compounds which give superb resistance to chemical attack at elevated
temperatures up to 1,910°C.
2.
It can be applied by semi-skilled labour.
3.
It gives a gas-tight coating. This is most important for sealing gaps between firebricks, in which cements
are attacked first, then powder, and are eroded from the furnace walls. When this happens dangerous
fumes can enter the surrounding atmosphere. This has been known to happen in ship's boilers where the
surrounding steel shell has been perforated by chemical attack.
4.
Non-Vit has a wide range of temperature of operation as it hardens off at 100°C. and can be used at any
temperature from 100°C to 1,910°C.
5.
Above 300°C. Non-Vit is slightly elastic and moves with the differential expansion and contraction of walls,
whether they are made of metal or refractory materials. Consequently Non-Vit has proved successful in
minimising Thermal Shock as it cushions the violent dimensional changes due to sudden drop or rise in
temperature.
6.
As a dry powder mixed with fresh water it can be mixed in a cement type mixer, (in small volumes it is
advisable to use a rotating electric stirrer) to give correct consistency for applying by trowel or brush. A
smooth rendering is obtained which is free from lumps. This smooth cement gives an even coating which
is a barrier to ingress or escape of gases or liquids. When the firebricks are sandwiched with Non-Vit
cement at " to ¼" (1.5mm to 6mm) considerable suction develops between the bricks. As the moisture
in the cement dries out the Non-Vit sets to give a strong bond between the bricks. When the furnace is
fired, and the temperature rises beyond 200°C. the matrix will increase in tensile strength and the bond
becomes stronger than the bricks surrounding it.
PROBLEMS TO OVERCOME
1.
Sticking water bound refractory cements to steel surfaces such as Chimneys, Cylinders, Rotary Kilns,
Ducting, Cowlings, Tanks, etc. The refractory must have good adhesion to awkward surfaces.
2.
Sticking water-bound refractory cements to vertical walls and roofs of heating chambers made of
refractory firebricks. The difficulty in the case of adhesion to steel walls was caused by the differential
between the coefficients of expansion of metals and those of refractories which prevented firm adhesion
in the absence of supports such as welded bolts, or ceramic pins. Also the high density of the refractories
at coatings in excess of ¼" (6mm) caused the rendered coatings to fall away from the wall whilst drying
out. The Furnascote Engineers suggested the system used for reinforcing concrete by use of iron mesh
contained in the matrix. There were three different types of application to be carried out which involved the
above problems. These were, Steel Rotary Kilns, Steel Chimneys and Ducting, and static kilns made of
firebrick. The construction and application was carried out as per the following diagrams.
STEEL CHIMNEYS
Page 6
Furnascote Booklet - Securing Refractories To Metal (i)

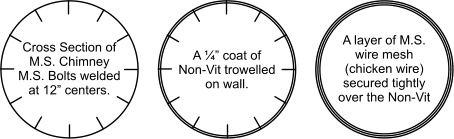
SECURING FURNASCOTE NON-VIT ONTO INSIDE WALL OF A STEEL CHIMNEY
The steel chimneys were made up of sections each of which was 15 ft (4.6 m) long, 3 ft (0.9 m) diameter, ¼"
(6mm) wall thickness. The purpose in this application was to prevent the steel chimney from being destroyed by
attack from hot corrosive gases escaping upwards. A thinner coating of Furnascote Non-Vit would act as a
barrier against the corrosive gases and would absorb the chemical attack.
1.
Mild steel threaded ¼" (6 mm) Bolts 1" (25 mm) long were welded on the inside wall at 12" (305 mm)
centres.
2.
A thick cement of Non-Vit was trowelled ¼" (6 mm) on to the horizontal section of the chimney and a layer
of mild steel mesh wire ½" gaps (12 mm) was pressed firmly on the Non-Vit and secured at each bolt with
wire.
3.
The cylinder was then heated at approx. 200°C. for 6 hours to dry off moisture.
4.
A final coating of " (1.5 mm) Non-Vit was brushed over the wire mesh to level off and cover the wire.
Left to dry, and again heated for 12 hours to set off the Non-Vit.
5.
The four sections of 15 ft each were then assembled to form a chimney of 60 ft (18.3 m) high over the
waste gas outlets from kilns and furnaces.
CALCULATION OF COSTS
The time taken by semi-skilled operator to complete a 15 ft (4.6 m) section of steel chimney, excluding the
services of a welder, was two working days. The quantity of Non-Vit used for each section was 448 lb (203 kg).
Page 7
Furnascote Booklet - Securing Refractories To Metal (ii)

Application of Furnascote Non-Vit Refractory
Coatings to Steel Rotary Kilns
Securing refractories To metal, A simple and effective method using Non-Vit
The steel rotary kiln consisted of a shell of mild steel ¼" (6mm) wall thickness, 15 ft long (4.6 m), 3 ft. diameter
(0.9 m), revolving at 5 times per minute. Waste oil was burned at one end to give an average operating
temperature of 800°C. Waste charges of inflammable solids were fed in to be burned, The charges could
average two ton lots at a time. Whilst burning, the temperature inside the chamber would surge up to 1800°C. in
minutes, and fall to 300°C. whilst being discharged. Thus, there was a rise and fall during the working periods
which produced conditions favourable for Thermal Shock. The Furnascote Engineers considered that a 2"
(51mm) coating of Non-Vit would give superior results to a brick lining, reduce the gross weight of the kiln, and
above all, reduce the risk of Thermal Shock which could destroy the firebrick lining overnight. The application of
Non-Vit was made as per overleaf.
Page 8
Furnascote Booklet - Application of Non-Vit to Steel Rotary Kilns (i)
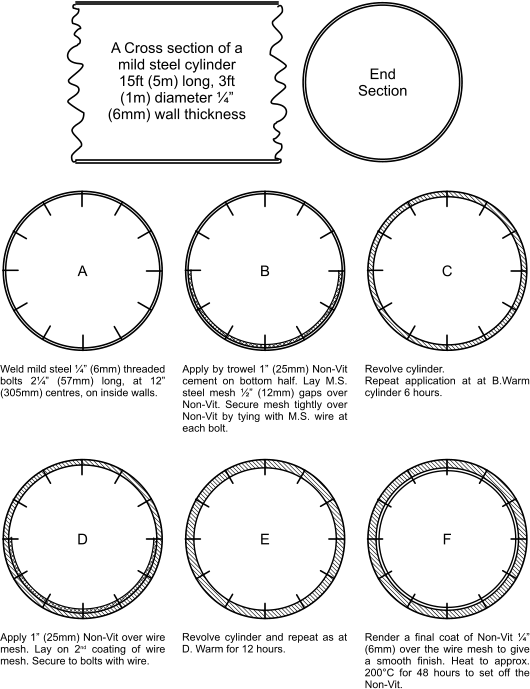
1.
Steel threaded bolts ¼" (6mm) diameter, 2¼" long (57mm) were welded on the inside wall at 12" (305mm)
centres. This took one welder 2 days to complete. (See improved method of attaching bolts by explosives,
bottom of page 4).
2.
A semi-skilled operator then continued and applied 1" (25mm) Non-Vit as a thick render on the bottom half
of the cylinder. A mild steel wire mesh ½" (12mm) gaps was then bolted over this and pressed tightly on to
the Non-Vit cement. This was tied securely to each bolt using mild steel wire.
3.
The cylinder was then heated for 12 hours at approx. 200°C. to dry out the moisture and set the Non-Vit.
4.
A second coat of 1" (25mm) Non-Vit was then applied by trowel and a further layer of wire mesh was
placed over the Non-Vit paste and secured tightly by wire on each bolt. This was then heated at 200°C.
approx. for 12 hours to dry out moisture.
5.
A final coat of Non-Vit ¼" (6mm) was trowelled over the wire mesh to smooth the surface and the cylinder
was heated for 48 hours to remove all moisture. The cylinder was then ready to carry out the first firing at
operational temperature of 800°C.
CALCULATION OF COSTS
The time taken to apply the Non-Vit by semi-skilled worker, excluding the services of a welder, was six days,
which included time for drying out damp refractory coating. Amount of material used was two tons (2,032 kg)
Non-Vit, and 40 square yards (33.4 m²) of wire netting (chicken wire).
Page 9
Furnascote Booklet - Application of Non-Vit to Steel Rotary Kilns (ii)
Application of Non-Vit Refractory Coatings to Brick
Built Kilns, Furnaces and Combustion Chambers
A brick built kiln was required to withstand Thermal Shock. The Furnascote Engineers used the following
construction based on past experiences:
1.
Non-Vit was used as a cement mortar between the firebricks at approx. " (3 mm) sandwich, applied by
normal bricklaying methods by trowel. The Non-Vit was stirred in a cement mixer to give desired
consistency.
2.
On the walls and ceiling facing the flames an empty gap of 1" (25 mm) depth was left between the bricks
to act as a "key" for the final coating of Non-Vit to adhere to the firebricks.
3.
A " (3 mm) coating of Non-Vit was rendered into the brickwork and filled the gaps, leaving the top of the
staples (pins) proud.
4.
Mild steel wire mesh (chicken wire) half inch gaps, was then pressed tightly onto the Non-Vit wet coating
and secured tightly to the staples with wire.
5.
A final coat of Non-Vit was rendered over the wire to give a total thickness of ¼" (6 mm). The chamber
was then heated at approx 200°C. to dry out moisture. Heated overnight for 12 hours.
CALCULATION OF COSTS
The time taken by a normal bricklayer to complete a kiln using 5,000 firebricks, was six days. He used 1½ lb (0.7
kg) Non-Vit cement per brick. 3½ tons (3,700 kg) of Non-Vit was used on this kiln, which included coating the
inside walls and ceiling, and hearth. The kiln was heated for 7 days before going into continuous operation at
800°C.
ADVANTAGES OBTAINED BY USING NON-VIT
1.
Resistance to vicious chemical attack from impurities in fuel oils and. processing of hydrocarbon
compounds at elevated temperatures up to 1,910°C.
2.
A temperature range from 100°C to 1,910°C.
3.
Protection given to expensive firebricks against Thermal Shock where operating temperature fluctuates
violently.
4.
The Non-Vit coatings seal in all hot gases and prevent cracking of the structure.
5.
Semi-skilled labour can be used in case of emergency.
6.
The life of such kilns using Non-Vit, in comparison with furnaces using normal refractories, would be
increased by at least three times.
7.
Maintenance is reduced, and production is increased.
CONCLUSIONS
Once the Non-Vit had set during the first trial run of 800°C, its strength became enormous as the wire mesh
inside supported the refractory whilst setting. Thereafter the structures withstood corrosive attacks at elevated
temperatures, erosion, heat, abrasion, and above all, Thermal Shock. The procedure for application of Non-Vit is
suited for all types of furnaces, whether made of steel or brick-built structures. Although steel structures have
been treated, the same system can be employed on non-ferrous structures. Availability of skilled labour in the
refractory construction industry is declining, therefore the simple methods of maintenance and construction of
furnaces by means of semi-skilled labour is vital for industry. The Non-Vit system will alleviate some of these
problems.
Page 10
Furnascote Booklet - Application to Brick Kilns, Furnaces and Combustion Chambers





SIZE OF KILN
10 ft high (OD) 3 m
10 ft long (OD) 3 m
8ft wide (OD) 2.4 m
2” (51 mm) M.S.
Staples securing
Chicken Wire over
“Non-Vit”
A
simple
kiln
constructed
with
refractory
bricks,
bonded
with
Furnascote Non-Vit at ” (3 mm).
The
same
kiln
coated
with
¼”
(6mm)
Furnascote
Non-Vit
secured
on
walls
and
roof
with
½”
(12
mm)
mesh
Chicken
Wire,
gripped
at
staples at 12” (305 mm) centres.



Pollution of the Air
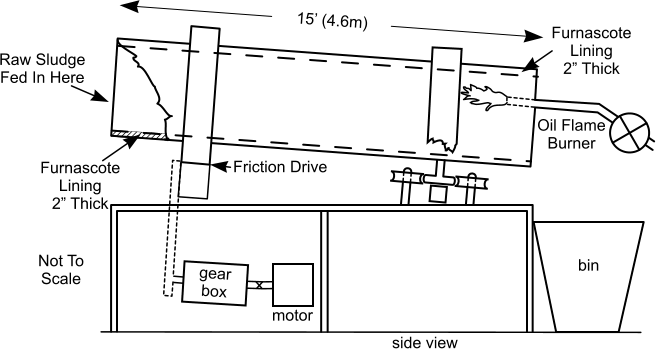
Rotary Kiln
This Rotary Kiln was designed to destroy waste oil sludge to meet the requirements of the Clean Air Acts, so
that all gases from the waste were converted to a water white gas. All organic materials were burned completely
so that no unburned particles would belch into the atmosphere.
Waste oil sludge was fed into the upper end of the kiln, at which section the temperature was approximately
1,000°C (1,832°F). The cold sludge travelled downward by revolving the cylinder at 7 rpm and all organic waste
escaped into the hot flame which drew in enough air to give complete combustion and produce a perfectly clean
gas which was directed up a steel chimney 15 metres (49 feet) high.
Black smoke was emitted for the first minute until the chamber became hot. but once the refractory coating
heated up, the combustion was successful and prevented Pollution of the Atmosphere.
Furnascote Non-Vit was selected as the lining because cold sludge at ambient temperature was thrust on to
refractory at 1,000°C so that at this zone there was produced Continuous Thermal Shock. Non-Vit was able to
resist this shock indefinitely whereas fire bricks and many other refractories shattered within a few days. A 2" (51
mm) lining of Non-Vit lasted 18 months continual working when the inside surface began to wear, mainly from
friction, but a ½" (12 mm) coating of Non-Vit cement rendered over the surface restored the lining to 2" (51 mm)
to give a further 18 months service.
The only weakness observed in this system occurred in the welded bolts which reinforced the lining and held the
wire mesh. These bolts tended to break away from the steel wall after 12 months and longer service. As this
weakness was also observed in lining steel chimneys, a new method of fixing the bolts was introduced as
follows:
Welding steel bolts is a highly skilled, expensive and time-consuming method. The new system consisted in
using a special gun with explosive cartridges which fired the bolts into the steel walls. The impact split a hole
into the steel and the wall edges around the bolts gripped the bolt, for example ¼" (6 mm) intrusion into the steel
gave a resistance of 1,200 lb (500 kg) per bolt of ¼" (6mm) diameter. Therefore, 100 bolts could be fired into a
cylinder wall in 60 minutes instead of 48 hours (2,880 minutes) required by a manual welding process.
The resulting advantages were found to be considerable, ie.
1.
A very much stronger and safer bond between the bolt and the wall.
2.
Elimination of the danger of detachment of a welded joint.
3.
Superior strength of each bolt.
4.
Much speedier attachment of bolts.
5.
Costs of expensive welding reduced.
Page 11
Furnascote Booklet - Pollution of the Air
Some Notes on Thermal Shock
The term thermal shock is defined and discussed in this article in relation to its effects on materials used to line
process plant and equipment, such materials being generally defined as refractories and having low coefficients
of thermal conductivity.
The Encyclopaedia of the Iron and Steel Industry (1956) defines thermal shock as 'stress induced in a material
by rapid and uneven heating.' Such stress may not manifest itself physically if it is at a low level, but when it
reaches the yield point of the material, failure results.
The mechanism of failure due to thermal shock may vary from material to material, so an analysis of the process
leading to such a failure is in order here.
When a body of material having low coefficient of thermal conductivity is subjected to a rapid change in
temperature, then differential expansion or contraction takes place within the body and a strain is thus induced
in the material.
Obviously, the coefficient of thermal expansion plays a part in determining the level of this strain but, in any
case, if the thermal stress thus induced in the body exceeds the yield stress of the material, then cracking will
result from the relief of stress. Whether the failure is tensile or compressive, shear or cohesive, depends on the
direction of the induced stress and to a large extent, the geometry of the material.
Several authors have produced formulae linking expansion and conductivity coefficients, Young's modulus, ΔT
and shape factors, in order to try and quantify thermal stress levels, but these have been mainly devised for use
with thin layers of materials like enamels or refractory films. As far as is known, no attempts have been made to
quantify thermal shock and stress levels for macro thicknesses of refractory materials. Thermal shock, will, of
course, be experienced by any material that undergoes rapid temperature change, but with metals for example:
the high thermal conductivity of the material ensures that minimum damage will result from thermal stress,
especially in view of the elastic nature of the material. Rather it is the other effects of heat on metals that cause
damage-oxidising, corrosion by contact with hot reagents, or bringing them near to, or above, their softening
points.
Thus, when temperatures are required in metal containers-for example in chemical process vessels, or boilers-
some form of protection is required to prevent damage to the metal which would otherwise shorten the life of the
container to below its economic level.
The usual form of this barrier is a refractory material compounded of clays and other minerals, and these have
the advantage of being cheap, whether they are applied as firebricks, monolithic coatings, or castings, and also
easy to apply.
Their greatest inherent disadvantage is that they have a low coefficient of thermal conduction and this, coupled
with the fact that they are usually brittle, means that they are susceptible to the effects of thermal shock, as
outlined above.
In many industrial applications, refractories are heated slowly to the operating temperature of the plant and
maintained at these temperatures for considerable periods of time. When they are cooled, the process is
allowed to proceed slowly. In such applications, breakdown due to thermal shock is rare. In many processes
however, rapid changes of temperature are the order of the day, and the avoidance of thermal shock by costly
industrial subterfuge can only be justified on the grounds that if the phenomenon is not avoided, maintenance
down-time is the result.
THE PETRO-CHEMICAL INDUSTRY: AS AN EXAMPLE OF PROBLEMS WITH THERMAL SHOCK
A vast amount of heat is required for the running of an oil refinery. Temperatures encountered on the 'hot' side of
such an installation range from 500 to 3,700°F. (260 - 2,040°C.) and the longer a given hot process can be run,
then the more profitable is the operation. Using such temperatures for long periods introduces the problem of
corrosion of the plant, and this corrosion is often accelerated by the effects of thermal shock. To protect a plant
from corrosion without compounding the problems by introducing thermal stressing, requires the use of very
expensive refractory materials for which there are at present no substitutes. As efficient plant utilisation and long
amortisation of capital, equipment plays an important part in keeping the capital write-off fraction of saleable
product prices to a minimum, then refinery production and maintenance engineers must pay real attention to the
refractory protection of their plants.
Page 12
Furnascote Booklet - Notes on Thermal Shock (i)
EXAMPLES OF THERMAL SHOCK
In some circumstances thermal shock can be forecast exactly, due to the type of process being operated,
Examples of this are:
1.
Heaters which operate at 1,300°F (700°C) but are cleaned once a day with superheated steam at 374°F.
(190°C.). This gives rise to a thermal gradient of 916°F. (490°C.) across the wall of the heater, twice a day,
and a consequently high level of thermal stress which can shatter the refractory walls.
2.
In the UK, refinery gas is converted to industrial heating gas, or town gas, in a cyclic 'make' process. The
refinery gas is burned in the converter for 2 minutes at around 1,800°F (980°C), and then steam and gas
mixtures are metered into the converter at a temperature of 221°F (105°C) for a two minute 'make' phase.
The temperature bounces up and down inside the reactor with a rise or fall of around 1,600°F (870°C)
every two minutes.
3.
A similar unit is used to convert heavy naphthas to town gas in the United Kingdom and the same thermal
shock conditions are encountered as in 2 above.
4.
Emergency shut off of a reactor from high temperature to ambient.
PROLONGING REFRACTORY LIFE
The most popular method of prolonging the operating life of refractories in industrial applications is to apply a
barrier coating to them to resist breakdown as long as possible. The majority of these coatings consist of
alumina or silica based materials which fuse at operating temperatures to form an even coating capable of
resisting the heat. Many of these coatings are based on technology 20 to 50 years old.
Progress in heat exchangers, the use of higher temperatures, subjection to longer periods of non-stop working
and the increase in rates of corrosion produced by modern fuel oils make it necessary to improve the resistance
of protective coatings to impart longer life to refinery equipment under modern conditions. New developments
are in operation where firebricks are replaced by thick monolithic coatings, and heavy castables, all based on
the ingredients used in refractory bricks, These systems are excellent in improving protection against corrosion,
but, none of them have helped very much in reducing the effects of thermal shock. It is considered that the
thicker and heavier the refractory, the worse are the effects of this shock. Therefore, there is not much prospect
of conventional refractories solving its effects.
It would be desirable to try new systems for reducing effects of thermal shock by moving away from the old
materials such as aluminas and silicas, and trying new basic heat-resisting substances which are available even
though they are more expensive. If new materials are costly, carry out tests on thinner coatings, using up to ¼"
(6 mm) instead of massive bricks and castables of 4" to 10" thick (100 mm to 250 mm).
WORK ON THE PROBLEM OF THERMAL SHOCK FURNACES
Polybond limited have been interested in the problems of thermal shock since 1947. The Company have been
manufacturing refractory coatings for industry for a long time. Engineers approached the firm at that time with
problems of spalling and cracking in their furnaces, the direct result of overworking and non maintenance of their
plant during the period of the Second World War.
The cause of most of the problems being brought for solution was identified as thermal shock, and Furnascote
Limited, embarked on a research programme to find alternative refractories to those then in use, which would
show maximum resistance to thermal shock while not possessing any serious drawbacks.
They abandoned earlier types of refractory materials early on and turned to formulations based on zirconium
compounds. These materials offered resistance to high temperatures, immunity from the effects of rapid
temperature change and good chemical resistance. They were based on mixtures of zirconium oxides and
silicates found naturally as sands in Australia, South Africa and America. Their greatest disadvantage was found
to be their lack of adhesion to other refractories at high temperatures, a disadvantage that was later capitalised
on in some applications.
This lack of adhesion was examined and tackled by increasing the zirconium content to give a material with
optimum adhesion properties in the temperature range 212°F to 2,000°F. (100°C to 1,090 °C.), as this covered
the most widely encountered temperatures in user industries. A material with a zirconium content of 62% was
fixed on as ideal above this figure the adhesion fell off rapidly. The remaining 38% of material used, consisted of
compatible fluxes and additives.
The final zircon-rich refractory material may be referred to as Non-Vit (Zircon-Rich), as the fired refractory
produced from it had a non-vitreous finish. Iit is a white powder, and is mixed with water to give a cement for
mortaring firebricks or for use as a top dressing on bricks facing flames. The water is dried off before firing, and
thin coats of the material up to ¼" (6 mm) thick-are used. These give good adhesion in most furnaces. In films
above this thickness, the high density of the Non-Vit reduces adhesion before the initial firing is complete.
In all applications thin layers of the material are recommended as these are less susceptible to the effects of
thermal shock than heavier layers encountered with traditional castables or monolithic coatings. These thin
coats were found to be useful in protecting heavy castables and monolithics from thermal shock, as Non-Vit is
compatible with most alumina and silica based materials.
Application of Non-Vit was carried out in many plants handling a variety of materials in Europe, where it was
used as a general refractory, and all successful work was achieved with thin coats. Experiments were tried with
coats up to 2" (50 mm) thick, these showed no advantages over the thin ones, and the work was discontinued.
Page 13
Furnascote Booklet - Notes on Thermal Shock (ii)
APPLICATIONS TO OTHER REFRACTORIES
Zircon-rich refractory linings can be satisfactorily applied to other lining materials and in many cases can be
used to minimise the incidence of thermal shock damage. Up to ¼" (6 mm) thick, layers are self supporting, but
above this thickness, some additional support is needed. This is usually of the wire mesh type.
Careful attention has to be paid to drying the coat properly before firing as, in some cases, the refractory will be
blown off the wall during firing, by trapped moisture from inadequately dried cements.
In the original research work on thermal shock resistant lining material mentioned above, one of the criteria that
was applied was 'Will it stick to other refractories?'. Once a suitable cement had been formulated, there
remained the problem of attaching it to a wide variety of substrates, this was ameliorated by recommending that
surfaces be roughened to provide a bonding key, prior to trowelling on the Non-Vit.
Non-Vit becomes slightly elastic above 200°C. (392°F) and this enables it to withstand thermal shock to a
greater extent than firebrick. Where it is coated over firebrick, thermal shock may crack the brick, but the Non-Vit
layer will bind the fragments together and, to a certain extent, fill in cracks that form in the substrate surface.
One of the advantages thus gained from the use of this material, is that furnaces and other plant remain gas-
tight despite a breakdown in their primary refractory layer. Zircon base refractories also resist flame erosion, and
the use of a thin layer of Non-Vit at flame impingment points in furnaces and thermal destruction units, protects
the brickwork from rapid wear by flame blast.
PREVENTION OF THERMAL SHOCK IN A WASTE FURNACE
An engineering company in the United Kingdom were trying to destroy waste oils, while performing the
operations within the requirements of the Clean Air Acts. This meant that smoke emissions had to be controlled
very carefully. Many types of refractories were tried in the furnace, which operated on the DuPont system, but
these all suffered from breakdown due to thermal shock. The temperature in the furnace surged from 2,000°C to
2,500°C. (3,632°F to 4,532°F), and where the flame impinged on the brick liners, these quickly melted. The
process was worked on an eight hour shift burning 2,500 gallons of oil, and the furnace lay idle all night and at
week-ends. This produced severe thermal shocking to which no easy answer could be found.
It was eventually decided to use a firebrick on the flame side of the furnace and to coat this with Non-Vit. After
18 months of operation, the lining was still satisfactory, and the flame impingment point produced temperatures
up to 2,000°C (3,632°F) in hot spots on the furnace wall. This melted the zircon coat and vitrified it so that it
enveloped the bricks used and, due to its elasticity, moved with them during the thermal movement cycles. No
cracking or shock damage has been detected in the furnace after 30 months of operation. The major advantage
to the users, is that the furnace has remained gas tight, although the top courses of brick lost 2" (50mm) in
thickness during operation. The critical part of the furnace remained gas tight.
FUTURE STUDY OF SHOCK PHENOMENA
Although Polybond limited has carried out some investigations into measurement of thermal shock resistance,
these have tended to be either 'go' or 'no-go' values. No measurement of the degree of resistance has yet been
found practical, although Searle (in 'Refractory Materials') suggests that 'Various methods of repeatedly re-
heating and cooling bricks are in use for this purpose; the condition of the bricks (or test pieces sawn from
them), being noted at the end of several such treatments. If a sample will withstand thirty such treatments, it
may be regarded as having a high resistance to Thermal Shock'.
If we extend this theory to operating plants such as the town gas unit discussed earlier, then we could derive
some empirical yardsticks for assessing thermal shock resistance.
In this gas plant there are 720 thermal shocks of 1,600°F (870°C) every day, and Searle's idea of thirty shocks
being regarded as a pass level for a refractory, is a borderline statement compared with this.
It would be logical to examine refractories every six months in such a plant, which would yield 131,040 shocks. If
the refractories are still good for use after this period, we could then class them as 100 points on the resistance
scale. For higher temperatures, other systems would have to be devised, and a shock range for each level of
temperature settled on.
Such research would properly be carried out at University level and/or in the laboratories of the refractory
manufacturers.
CONCLUSIONS
Thermal shock is a problem in many types of process plant used in virtually every industry, and its successful
elimination is mandatory if economic plant operation is to be achieved. The problem has been largely solved by
the development of zircon-rich refractory cements, and these have been successfully applied to several types of
equipment, in the hydrocarbon processing and other industries. The problem of meaningful measurement of
thermal shock resistance of refractories has yet to be solved and it is recommended that further work be carried
out in this direction.
Page 14
Furnascote Booklet - Notes on Thermal Shock (iii)
Some Industries Which Use Furnascote
ALUMINIUM INDUSTRY
Furnascote Non-Vit has been used with much success in the aluminium industry both in the production of ingots,
and in the casting of aluminium ingots and its alloys in industry.
The main problem in furnaces melting pure aluminium or its alloys is, that the refractory bricks or linings in the
processing, crack and spall quickly and have to be replaced. This involves stoppage of production and
replacement of brickwork. The frequency of repairs and stoppages introduce high costs of production. If these
can be reduced. there is great saving in final costs, plus increase of production as a bonus.
As aluminium is a low melting metal, around 660°C (1,218°F) ordinary refractories do not set efficiently.
Furthermore, high melting refractories of the order of 1,500°C plus, are damaged by the molten aluminium
quickly. Molten aluminium tends to leach out much of the aluminium content of the bricks, leaving a porous brick
after a short time, so that the furnace becomes weak and friable and breaks down quickly, requiring urgent
repair. Patching is carried out easily with Non-Vit cement. Thus, the working life of the furnace is increased
enormously, and financial loss in production is eliminated.
Fortunately, Furnascote Non-Vit, with its high Zirconium content is incompatible with molten aluminium and as a
thin coating of " to ¼" (3 to 6 mm) on top of most refractory bricks, acts as a barrier coat and arrests the
leaching action of molten metal.
The same results are achieved when using alloys of aluminium with higher and lower melting points.
Many Aluminium Smelters and firms using ingots are regular buyers of Furnascote. References to leading users
may be had upon request to our Head Office at Southampton. More details are given later.
BRASS AND NON-FERROUS METALS INDUSTRIES
In the general use of furnaces for smelting such things as Brass, Copper. Tin and Zinc, pure metals and alloys,
the temperature operation ranges from 230°C (446°F) to 1,300°C (2,370°F). With these metals, there is also a
severe leaching effect by the molten metal as occurs with aluminium and its alloys. Breakdowns and frequent
maintenance does occur, which adds to costs.
Furnascote Non-Vit, because of its high Zirconium content acts as a superb barrier coat at thicknesses of " to
¼" (3 to 6 mm) on top of bricks, monolithics, and castables. The Non-Vit can also be used for patching damaged
areas on furnace walls quickly.
CHEMICAL INDUSTRY
In many chemical processes waste gases and chemicals at high temperatures, because of their corrosive
nature, cause havoc to structures such as chimneys, ducts and furnaces.
Waste gases such as sulphur dioxide, trioxide, sulphuric acid, carbonic and other acids at elevated temperatures
damage chimneys in particular. Even at low temperatures of 200°C (392°F) where acid-resistant bricks are
used, the cements used as mortars decay in a short time and brickwork collapses; especially below the dew
point of sulphuric acid which disintegrates cements.
The solution to these particular problems, and many others, is to employ Furnascote Non-Vit grade refractory as
a cement and mortar and to apply a brush coat of Non-Vit over the brick face inside the chimney. The reason for
recommending Non-Vit is because it is made from Zirconium compounds and contains 62% of this material.
Zirconium compounds are known to be chemically resistant to sulphuric and other acids, from low to very high
temperatures of operation.
Page 15
Furnascote Booklet - Industries that use Furnascote (i)



Furthermore, Furnascote Non-Vit is designed to set-off and produce a hard, tough, chemical resistant cement at
200°C (392°F) which other types of refractories cannot match. When applied correctly the working life of
chimneys can be made to last up to 20 years without special maintenance.
General application is described in SPECIFICATION Non-Vit/JAN/1969, described earlier.
The Engineers at Polybond Limited are always pleased to give advice, free of charge, on combating problems of
severe corrosion of chimneys, furnaces, trunking, etc., where high temperatures and corrosive chemicals are
involved.
FERTILIZER MANUFACTURERS
Among our many clients are some of the leading producers of fertilizers. Their production units have been
plagued by frequent breakdowns in the chemical processing with consequent shut-downs that have proved
expensive. All efforts to cure the problems in the high temperature zones had failed, until the engineers tried
Furnascote Non-Vit as a barrier coat between the heat transfer walls and the corrosive chemical gases at
elevated temperatures. They employed the Non-Vit specification at 3 mm to 5 mm coating thickness, and
succeeded in stopping costly breakdowns. Fertilizer plants in Britain, Iraq, India, Brazil and Europe now buy
Non-Vit regularly for maintenance, and now get continuous production of fertilizers without worrying about
sudden stoppages due to breakdowns in their heat transfer units. We advise the use of specification Non-
Vit/Spec/January, 1969, described earlier.
Advice on special applications in these industries is obtainable by writing to Head Office, Polybond Limited, Unit
6, William Street, Northam, Southampton.
GAS AND NATURAL GAS INDUSTRY
Production of town gas from coal has declined in recent years but an enormous growth of production of gas for
domestic and industrial use is increasing annually from the use of waste raw materials in the petroleum
refineries and the vast quantities of natural gas coming from North Sea deposits outside the United Kingdom.
The same situation applies in America, Europe, and wherever industry is expanding.
In the conversion of chemicals from oil refineries to industrial heating gas, or town gas there is a "cyclic" make
process. Waste refinery gas and heavy naphthas are heated in converters for a 2 minute period, when a rise
from 105°C (221°F) to approximately 980°C (1,800°F) occurs and a new charge enters the heating unit at
105°C. Thus, the temperature bounces up and down every 2 minutes in the "make" phase. The differential in
temperature every 2 minutes is 870°C (1,600°F). All refractories exposed to this violent rise and fall of heating
are subject to the effects of Thermal Shock which can shatter the linings in seconds, put the plant out of
operation and cause explosions of semi-burned gases under pressure. Therefore, production engineers face
some nasty problems.
Furnascote Non-Vit, because of its Zirconium content, is one of the few refractories which can withstand this
violent thermal shock and is used regularly to line reactor chambers of gas-producing units. In fact, it is attached
to steel chambers by the system described earlier in the article "Securing of Refractory to Metals", in order to
avoid normal refractories shattering inside the reaction chambers. Coatings of the order of ½" (12 mm) max.
thickness will operate satisfactorily for 12 months continuous service before maintenance is necessary.
The life of Heat transfer units can be improved by brush coating " (1.5 mm) of Non-Vit over existing refractory
brickwork. The surface bricks deteriorate through chemical attack of hot gases. Non-Vit acts as a barrier coat
against this attack so that the working life of the brickwork is extended considerably. Maintenance costs are
reduced as restoration to original strength of brickwork is attained in a short time by brushing on a further 2 or 3
coats of Non-Vit.
All gas-fired furnaces, domestic and industrial boilers, heat transfer units, etc., can be made more efficient by
coating refractory bricks or monolithics with Non-Vit.
Our advisory staff at Polybond Limited are pleased to give you advice free, on any problems which you may
encounter in prolonging the life of furnaces using coal or natural gas.
THE IRON AND STEEL INDUSTRY
Furnascote refractories have been used in many applications in the production of cast iron. Non-Vit, which is
refractory to 1,910°C is well above the melting point of cast iron and is widely used in such things as:
1.
Lining between the gannister and the steel shell of the heating chamber of the cupola. where it gives a
longer working life to the furnace. A coating of ¼" (6 mm) of Non-Vit is required.
2.
For patching receivers, ladles, funnels. spouts. etc.
3.
As a protective coating over the refractory bricks in re-heat furnaces, soaking pits, open hearth floors,
furnace doors, sloping floors.
4.
As a cement mortar for bonding high temperature resistant refractory bricks in all types of furnaces used
in excess of 1,700°C.
5.
As a lubricant on castings to give a smooth finish.
Page 16
Furnascote Booklet - Industries that use Furnascote (ii)

In Steel production. Furnascote Non-Vit is used in the same type of operation as with Cast Iron. The additional
applications are:
1.
As a lubricant in the preparation of ingots which manifests itself in the production of better quality finished
steel such as plate, castings, etc.
2.
As barrier coats in the linings of electric furnaces producing special grades of steel.
Where a glaze is required and the maximum temperature does not exceed 1,250°C. Furnascote Hi-Glaze is
used on:
1.
Annealing furnaces.
2.
Spouts and funnels.
3.
Hi-Glaze is used trowelled on top of Non-Vit to give a glaze which reduces slag-formation.
MARINE AND SHIPPING INDUSTRIES
Although there is a trend for Tankers, merchant and passenger ships to use diesel propulsion instead of steam
turbines, designers of 50,000 tons and more tend to prefer steam turbine propulsion. Especially in oil tankers
there are two important requirements for steam, Le. for propulsion, and for use in heating pipes and tanks
carrying crude oil. Most large tankers have at least 2 to 4 boilers operating, so that in emergency, three boilers
can be working and the odd one shut down for urgent repairs at sea.
The furnaces producing heat for steam are nowadays fired by fuel oil. On journeys they are working 24 hours
per day and in the case of a non-stop trip from England to Arabian Gulf via the Cape can work non-stop for as
much as 28 days. Therefore, the refractories get severe wear from the hot, corrosive gases from fuel oil. At
elevated temperatures the presence of small percentages of sulphur dioxide, trioxide, vanadium, etc., plays
havoc with the brickwork and wears them out from sheer hard work, aggravated by chemical attack. Therefore,
the furnaces need regular attention-otherwise a breakdown at sea can jeopardise lives, the ship and the cargo.
Furnascote Non-Vit has been used for many years regularly on marine furnaces where standard firebricks are
used and mortared with Non-Vit. The repaired or re-constructed furnace walls and roofs are then brush coated
with a " (3 mm) paste of Non-Vit. Furnascote Hi-Glaze is brush coated over the Non-Vit to a depth of " (1.5
mm) to give a glaze to reduce slagging. This treatment has been found to increase the working life of ships
furnaces and reduce the danger of breakdown at sea. These ships carry half a ton or more of Furnascote in
tropic proof steel drums and on long hauls, stop one furnace and carry out a major overhaul at sea. Normal
maintenance is straightforward and speedy when using Furnascote.
Material costs to repair a ships furnace 18 feet long, 12 feet wide, by 10 feet high (approx. 6m x 4m x 3.5m), at
present prices would be about £1,500 ($2,550) using a total coating of " (3 mm) thickness. Neglect to service
and repair oil fired ships furnaces could involve the loss of millions of dollars, plus valuable lives.
A half ton of Furnascote Non-Vit in the store on board your ship is the finest insurance you can have. It is there
for emergency repair wherever your ship may be.
For urgent repairs, Furnascote is available internationally from Stockists in the following places:
Barcelona, Bilbao, Gothenburg, Hong Kong, London, Southampton.
NUCLEAR ENERGY STATIONS
The development of electrical power from nuclear sources is expanding rapidly all over the world. The
construction of new stations has created a demand for new materials to cope with problems introduced in the
handling of this new form of power.
Barrier coatings are needed in nuclear reactor chambers for insulation but most refractories are unsuitable and
are rejected. The chemical analysis of refractories must be studied intensely to make certain that definite
elements are not present. Elements such as aluminium, boron, iodine, potassium, etc., are absolutely forbidden
because they destroy the retention of dangerous nuclear rays inside the reactor and permit their passage into
atmosphere where they can destroy animal and human life in the vicinity of the station. They also form isotopes
which are also dangerous.
Furnascote Non-Vit, because of its high Zirconium content, is being tested in nuclear power plants as a barrier
coating and it is expected to be accepted as a standard material for power stations.
There are other applications in the Nuclear field such as standard refractory coatings on the steam turbine side
of the station.
One important application is envisaged for Non-Vit that must be pursued by nuclear engineers and that is, in the
manufacture of the concrete dome which shields the nuclear reactor from the atmosphere. These domes are
enormous structures up to 100 feet high and 16 feet thick walls. They protect the reactor and prevent dangerous
nuclear rays from penetrating the atmosphere, and insulate the heat inside the reactor chamber. Non-Vit can be
used as a barrier coat on the inside of the dome, where it will increase heat insulation; reduce escape of
dangerous nuclear rays; and strengthen the concrete against Thermal Shock and surface cracking.
Further details on refractories in Nuclear Energy Stations can be obtained from Polybond Limited, Southampton,
who will send you Commentary No. 25, upon request.
Page 17
Furnascote Booklet - Industries that use Furnascote (iii)



ADDITIONAL INDUSTRIES WHICH USE FURNASCOTE
Brick-making, Cement, Ceramic, Domestic Boilers, Glass, Mining and Pottery use Non-Vit in various
applications, and any industry which employ fuel oils for heating purposes.
One Special problem which occurs in these industries that is solved by our refractories, is that of Stalagmiting or
Stalagtiting in roofs of heating chambers.
An example which is commonplace occurs in the roof of Kilns, and particularly, Tunnel Kilns where fuel oils are
used for heating.
The refractories used in ceilings are designed to withstand certain temperatures, above which they tend to melt.
For example, a brick compounded to withstand 1,500°C, will soften at 1,600°C. at its hot face. Continuous attack
by hot corrosive gases containing sulphur, vanadium, etc., in small percentages in fuel oil, will form new
chemical compounds of the brick at its hot surface. This new brick compound invariably has a lower melting
point than the original brick. Thus, after a few months continuous working inside the hot zone of a horizontal kiln,
the surface roof bricks melt and form stalagmites. As these get longer they strike the fired pottery on the moving
trucks and cause damage, and also drop pieces of stalagmite from molten bricks on to the floor of the chamber.
The roof bricks get thinner and weaker, and, unless repaired, the roof collapses and production is stopped.
By using Furnascote Non-Vit as a thin coating, over ceiling bricks, of the order of " (3 mm) which should
penetrate the course gaps between the bricks, a barrier coat is formed which is resistant to chemical attack up
to 1,910°C. Whilst Non-Vit adheres to the bricks, it cushions the attack and stops the formation of stalagmites so
the roof brick is protected.
Advice on special applications in these industries is obtainable from us.
WASH COATINGS
Wash Coatings of Non-Vit are effective at " to " (0.75 to 1.5 mm)
It is worthwhile to mention the case of a wash coating of Non-Vit on a carbonising furnace where the company
concerned (name is available) usually had to reconstruct a carburising furnace every 4 years, and often less.
This firm used a wash coating of Non-Vit in one of their furnaces and found that year after year the carburising
furnace was in excellent condition until they were obliged to alter the design of the furnace and stopped
production. After 11 years in continuous use, the Non-Vit was still intact and protecting the furnace walls. This
use of thin wash coats dem onstrates the enormous resistance which Zircon Rich Non-Vit exhibits against
chemical attack.
Page 18
Furnascote Booklet - Industries that use Furnascote (iv)



Petroleum and Hydrocarbon Industries
EXAMINATION OF A HIGH INVISIBLE COST
Refractories represent a substantial investment in oil refineries. As production of fuel oil and by-products
increases throughout the World, so the expenditure rises in getting the best from capital investments. If
refractories are treated lightly, they become part of the invisible costs which build up huge maintenance bills in
oil refineries. Therefore, for present and future control of high maintenance costs, the refinery production and
maintenance engineers must look after the refractory protection in their plants.
A vast quantity of heat is vital for the smooth and efficient running of a refinery. High and low temperatures, from
260°C to 2,000°C (500°F to 3,632°F) are employed for continuous periods to break down crude oil into useful,
saleable components. The longer the heating process can be kept unbroken, the more profitable the refinery
can become. Using such high temperatures continuously introduces the problem of corrosion of expensive plant.
To protect valuable plant from corrosion involves the use of large quantities of most expensive refractories. Thus
we are faced with unusual conditions to prevent corrosion. In other industries to prevent corrosion special types
of paints and chemical coatings are applied. These work very well to resist chemical and general corrosion, but,
at normal temperatures. Once operating temperatures rise above 212°F. (100°C) the presence of heat
accelerates corrosion, especially when the range rises up to 3,632°F (2,000°C). The increase in corrosion
becomes violent in refineries because of the necessity of using high temperatures. Thus, expensive refractories
have to be used to bring production up to present-day standards.
WHERE BREAKDOWNS OCCUR
Once the refractories have been applied to refinery plant the installation work must be of high standard in quality
and installation. When refractories break down this becomes serious to the management. Production ceases,
and vast losses can be incurred. It is more expensive to stop production, than to start it. Costs are incurred in
replacement of plant. Efficiency of production drops rapidly. There is a severe maintenance problem involving
squads of skilled men working day and night to get refining of crude oil on 'stream' again. This is very costly, and
worrying to production engineers.
What types of breakdown take place with refractories in refineries? Aluminium and silicon based bricks and
monolithic coatings, when subjected to continuous violent heating, tend to spall, crack, and chip inside heating,
and heat exchange chambers. Erosion takes place in bridge areas. Rapid physical wear occurs through the
sand-blasting effect of burning fuel oil at elevated temperatures, and bricks can lose half their thickness in a few
months inside a furnace. Crowns inside vertical and horizontal retorts crack and gases escape into the
atmosphere. Temperatures change, even a few hundred degrees drop, can cause 'thermal shock', which
produces deep cracks and fissures in fire bricks. Breakages in monolithic coats take place too often around the
jet burner areas in oil fired furnaces. At elevated temperatures many refractory bricks and linings actually melt
away. Valuable catalysts get sooted-up, involving stoppages of 'cracking' processes.
EXAMPLES OF THERMAL SHOCK
Examples of Thermal Shock which can be forecast are:
1.
Heaters which operate at 700°C (1,292°F). Where superheated steam is used daily to clean out pipes, at
190°C (374°F), there is a rise and fall of 510°C (918°F).
2.
In the conversion of refinery gas (and gas from other sources) into gas suitable for industry, or town gas.
As the refinery gas is burned during the heating phase, and can reach 1,000°C (1,832°F) for a two
minutes duration. Then, there is a two minutes phase of gas making, during which, steam and refinery
gas mixed, are fed into the reactor during the "make" phase. Thus, there is a repeated Thermal Shock in
each cycle of 4 minutes. The temperature is bouncing up and down inside the reactor from approximately
105°C (221°F) to 1,000°C (1,832°F). There is a rise and fall of 895°C (1,600°F).
This Thermal Shock plays havoc with refractories, castables and bricks in the structure of the Heater, especially
if any vanadium pentoxide or sulphur compounds are present. Stoppages occur through breakdowns, followed
by expensive maintenance and loss of production. Thermal Shock occurs in many other instances in the
refinery.
INFLUENCE OF FUELS USED
The life and behaviour of refractories are influenced by types of fuels being used to provide heat volume. Many
refineries utilise waste fuel oil for burning. These contain an average of 1 to 5 per cent free sulphur. When they
are consumed from 260°C to 2,000°C (500°F to 3,632°F), sulphur compounds are formed. Sulphur dioxide,
trioxide and sulphuric acid, with many other chemical compounds to a lesser degree, and attack surrounding
solid materials, more so at elevated temperatures. Sulphur compounds seep through refractories, especially at
lower temperatures; they build up pockets of sulphuric acid between the fire bricks and the steel, or other metal
casings, creating weak spots, which break down at unexpected moments. Vanadium compounds also play
havoc with refractory coatings in refineries. This demands special attention at elevated temperatures, and is a
source of much trouble in production.
Page 19
Furnascote Booklet - Petroleum and Hydrocarbon Industries (i)
METHODS OF PROTECTION
The most popular method to prolong the life of refractories in oil refineries, and other industries, is to apply a
barrier coating over them to resist breakdown as long as possible. The majority consist of alumina and silicon
based coatings, which fuse at operating temperatures to form an even coating to resist the heat. Many of these
coatings are based on recipes used 40 to 70 years ago. Progress in heat exchange, the use of higher
temperatures; subjection to longer periods of non-stop working, the increase in rates of corrosion produced by
modern fuel oils, make it necessary to improve the resistance of protective coatings to give longer life in
refineries under modern conditions.
BENEFIT OBTAINED BY USING FURNASCOTE
Polybond Limited of Southampton have been working on this product since the 1940s. Much research work has
been carried out on new formulations designed to make refractory coatings last longer. Tests and experimental
work have showed that a high Zircon content was necessary to give superior protection to the older methods.
Zirconium compounds have enormous resistance to chemical attack at elevated temperatures of up to 2,000°C
(3,632°F). By blending a high Zircon content with conventional materials, and conducting site tests, for as long
as three to four years, the best recipes were evaluated commercially, and have been marked as 'Furnascote'
refractory protective coatings.
Furnascote Non-Vit, because of its high Zircon content, has been found to give exceptionally improved
resistance to corrosion and attack by sulphuric acid and sulphur compounds, both at low and elevated
temperatures. Furnascote Non-Vit grade is exceptional in its resistance to Vanadium compounds, and catalysts.
CAN NON-VIT BE USED WITH CONVENTIONAL REFRACTORIES?
Compatability of Furnascote Non-Vit with other refractories already used in Refineries. Non-Vit is compatible
with most castables, monolithics and refractory bricks used in refineries, therefore it can be welded on top of
existing refractories and reinforced with mild steel wire mesh to increase working life and protect against
Thermal Shock. This is advised for new and existing structures, in the following manner:
1.
On new constructions in refineries, chemical works and gas works, whilst the basic castable etc., is green.
Trowelling on " (3mm) Non-Vit, then a layer of mild steel ½" mesh (12mm) pinning down with 1" (25mm)
mild steel staples followed by a final coat of 1/8" (3mm) Non-Vit. Leave to dry out thoroughly before firing.
2.
On old, or existing structures, using the same procedure as in (1), but drilling ¼" (6 mm) holes at 12"
(300mm) intervals, into which ¼" (6 mm) mild steel bolts are screwed, in order to attach and secure the
mild steel wire mesh The new method of exploding bolts into the steel wall has increased adhesion.
A complete system of application is given in the specification Furnascote Commentary No. 25.
Once set by slow firing, the Non-Vit will take all the chemical attack and the heat any spalls or cracks will be
sealed, and above all, the operating temperature of the Heater or furnace can be raised several hundred
degrees above optimum temperature, because the Non-Vit will resist passage of heat to the castable or
refractory bricks.
Non-Vit is used in new constructions as a mortar for bonding refractory bricks.
REDUCTION OF SOOTING CATALYSTS
Sooting up of Catalysts can be diminished by using Non-Vit, thereby increasing heating efficiency of the Heater.
UPGRADING OF EXISTING HEATERS
Upgrading of existing Heaters and Combustion Chambers can be achieved quickly by using Non-Vit. For
example, an existing Heater has the feed stock altered owing to change of origin of crude oil and needs a higher
operating temperature, such as a rise of 260°C (500°F) to increase efficiency. Application of Non-Vit over
existing refractories will permit a higher operating temperature to be used without damage to the walls, as the
Non-Vit insulates the existing firebricks against an increase in heat.
ATTACHMENT OF NON-VIT TO STEEL SHELLS
Non-Vit can be attached to metal shells to prevent distortion of the steel, where firebricks, castables, etc. cannot
be used for certain reasons, such as, mass, volume, etc. The basic method of attachment is described earlier.
OTHER APPLICATIONS OF NON-VIT
Non-Vit can be used on normal furnaces in boilers producing steam for production, heating, processing, etc.
where it will increase the working life of the combustion chamber by resisting the corrosive attack of burning fuel
oils. Quarls can be improved to combat Thermal Shock.
LOW TEMPERATURE APPLICATION AT MINUS 50°C (-48°F)
Non-Vit when set at a temperature of 500°C (932°F) will act as an insulation on metal, concrete, bricks, etc., to
temperatures of -48°F (-50°C). Applications of Non-Vit could prove invaluable in refineries situated in cold
climates such as North America and Northern Europe. Non-Vit could be used to insulate concrete structures
Page 20
Furnascote Booklet - Industries that use Furnascote (ii)

The Aluminium Industry
Although the temperatures for smelting aluminium and its alloys are much lower than steel, of the order of 700°C
to 900°C as against 1,500°C to 1,600°C, the violence of aggression and frequency of breakdown with the lower
temperatures are greater than with steel.
Molten aluminium leaches out many ingredients of the furnace refractory linings, forms reactive compounds
inside the resulting ingots or castings, with disastrous consequences to the finished products; quality vanishes
and rejections soar.
For example, aluminium cylinder heads on motor car engines, various castings in the car and engineering
trades. The castings look good but have large bubbles in vulnerable, critical areas. So their appearance is
deceptive.
Non-Vit has solved this problem by its use in lining furnaces where it acts as a barrier coat resisting leaching,
and chemical attack by aluminium. The quality of refractory used is high grade Al
2
0
3
70% and S0
3
37% and is
refractory to 1,650°C. Ref.: FR.165 Li. See section on Aluminium, page Another major problem in protecting
induction furnaces and oil fired types for aluminium is that of preventing slagging and blocking the flow of metal
in the furnace, in areas difficult to get at during melting. One example is the two channels inside the base of an
electrically heated furnace, through which the metals flow. These channels carry metal downwards at a 45°
angle. They average 3 feet (1 metre) long by 10cm. (4") diameter.
This problem, which also occurs in other inaccessible areas of furnaces, was solved by having an aluminium
tube 9½ cm (3½") diameter coated on the outside with 6 mm (¼") Non-Vit.
Non-Vit Cement, which was then wrapped with cotton tape to secure it to the surface, was them dried thoroughly
to remove moisture and warmed at 150°C to 200°C to set it off hard. All of this taking place when the furnace
was being overhauled in the cold.
The wrapped tube which was flanged at one end (2 tubes were made) was then thrust into the hole with the
flanged end at the top, and jammed into position.
The temperature of the furnace is raised to the melting point of aluminium and the metal charged into the unit for
smelting. The first heating strengthened the Non-Vit and burned away the cotton tape. This tough tube of Non-
Vit flanged at the top end, formed a protective barrier on the wall of the tube. The molten aluminium could then
flow through the tube of Non-Vit without attacking the refractory or metal furnace wall. The aluminium metals
formerly supporting the Non-Vit skin then dissolved into the mix, leaving behind a solid wall of Non-Vit. The melt
could not attack the refractories, nor the metal structure, slagging was reduced, and the resulting aluminium
ingots were purer with no bubbles. The Non-Vit needed replacing once a year at the annual overhaul. The
quality of the melt and the rate of production rose considerably.
An illustration of the effectiveness of Furnascote Non-Vit (Zircon-Rich) refractory coating when used as a lining
inside an Aluminium Smelting furnace can be seen here. The same effect is achieved in other types of furnaces
by the use of Non-Vit such as heat transfer units in chemical processing where corrosive compounds at high
temperatures damage walls and often ruin production.
Page 21
Furnascote Booklet - The Aluminium Industry (i)
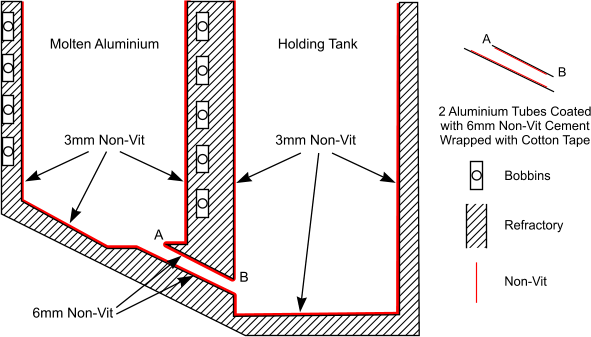
The following shows a comparison of the difference between a Furnace using Non-Vit with one that has no
protective coating.
These tests were conducted by a leading European manufacturer of refractory linings for smelting Aluminium,
namely Gottfr. Lichtenburg, of Siegburg. The quantity of Aluminium metal in each test was identical; heated at
900°C for 24 hours. All tests were made together in one furnace. The references FR. 154, etc., are of the types
of high grade refractories used in smelting Aluminium. The temperature of 900°C used is above that of the
melting point of this metal, but, this increase was deliberate in order to demonstrate the violent upheaval which
takes place inside the molten Aluminium and which causes rejects in cast Aluminium products. Non-Vit proves
its effectiveness as a barrier coat to prevent these chemical changes taking place in the melt at high
temperatures. For this reason Non-Vit is used in ferrous and non-ferrous smelting, and, especially in oil
refineries and chemical heat transfer furnaces, where higher temperatures are frequently employed.
One of the largest Motor Car Engine Block makers in Europe uses Furnascote in large quantities, regularly,
because the problems of "blow-holes", illustrated in the above experiments, caused enormous financial loss
when engine blocks failed, due to a build-up of unknown proportions, when they were cast from aluminium
alloys. Sometimes as much as 50% production was rejected. Since the Company started to use Furnascote
Non-Vit 30 years ago, the percentage of rejects due to "blow-holes" has diminished to less than 3%.
Any Company producing aluminium or alloy ingots, or producer smelting these ingots for casting intricate
shapes, where strength and purity of the matrix is essential, must use Furnascote Non-Vit to achieve the desired
quality, at a low cost of preventing many rejects.
Page 22
Furnascote Booklet - The Aluminium Industry (ii)
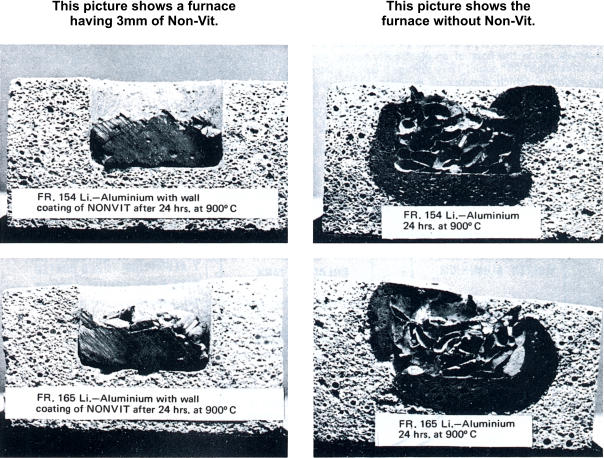
The Copper Industry
Electrical Induction heating is increasing in use in the smelting of copper and its alloys, as it enables a higher
quality end product to be obtained, and is cleaner and easier to handle.
Temperatures used here vary from 900°C to 1,100°C, depending Whether it is brass, bronze, copper or alloys,
but the principle followed is identical.
Below the induction furnace, the molten copper has to flow through a bed of rammed silica for reasons of
processing procedure. The system used to obtain a channel in the silica, is to employ a copper tube as follows:
This tube is placed vertically into a strong steel refractory lined box beneath the induction furnace where two
feed holes are lined with the top orifice of the tube so that molten copper can flow down and upwards, and
circulate freely.
Normally, the copper pipe is placed in position under the furnace and is rammed with silica sand to hold the pipe
in position. The furnace is set in motion. Molten copper flows into the pipe, and the silica becomes very hot until
the pipe melts and becomes part of the fluid metal, leaving the pipe 'shape inside the rammed silica through
which molten copper can flow freely.
The process continues for several months until the slag blocks the pipe, and very often the silica ruptures and
molten copper escapes to atmosphere, then the unit must be stopped owing to loss of metal and danger to
workers.
Non-Vit can be used to increase the period of production and reduce danger of silica cracking by lining the pipe
area. This is achieved by coating 8mm. Non-Vit cement outside the specially designed copper pipe and
wrapping with cotton tape to hold the damp cement in place. The wrapped tube is kept in a warm area for some
time to dry off moisture and to set off hard the Non-Vit. When a furnace is being prepared the shaped tube is
placed in position below the furnace and rammed with silica and heating started. As soon as the molten copper
flows into the pipe and the silica reaches 1,100°C, the Non-Vit becomes set tough, the cotton wrapping
disappears and the silica has a protective wall of Non-Vit which then resists the aggression and the slagging
produced by the molten copper, and increases the inside strength of the silica ramming material. This system
increases the production life of the furnace many times and yields a purer metal.
This method of protecting furnaces with Non-Vit offers a tremendous future for getting better quality finished
metals and reducing rejects in cast products, increasing productivity rate of furnaces, and thereby increasing
profit margins considerably. As Non-Vit is used in thin coatings and even wash coatings of less than 1mm,
material costs in relation to resulting benefits are infinitesimal.
Page 23
Furnascote Booklet - The Copper Industry
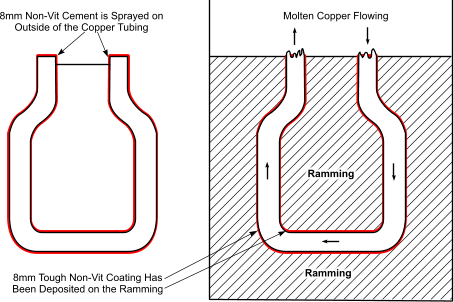
Induction Furnaces for Melting
Ferrous and Non-Ferrous Metals
WHAT IS INDUCTION MELTING?
The induction furnace consists of an electrical transformer unit with a primary coil, a laminated iron core and the
bath arranged for completion of the secondary circuit. Heating is accomplished by the induced current in the
secondary circuit. The transformers are arranged as bobbins which encircle the outside wall of the furnace.
The majority of these furnaces in use are low frequency systems with very few high frequency types in
operation.
The number of low frequency furnaces in industry is increasing, especially where electricity is cheap.
For example, In Sweden, where electricity is a cheap energy form, the cost of smelting one ton of copper by low
frequency heating is approximately one pound sterling. The estimated average amount of electricity needed to
melt one ton of metal is as follows:
The advantages of electrical smelting are:
1.
Purer finished products, and less pollution of the atmosphere.
2.
Elimination of dirt, foreign bodies, during processing, and a lower percentage of slag.
3.
More accurate quality control during processing. Reduction of percentage of rejects in use of ingots in
casting and extrusion.
4.
With escalation of costs of coal and fuel oil, electricity could prove to be cheaper.
WHAT PROBLEMS HAVE ARISEN WITH EXISTING ELECTRICAL SMELTING?
1.
Pure silica sand is used as the ramming material. It is an excellent insulator but has mediocre tensile
strength and can crack when thermal shock intervenes.
2.
Slagging and obstruction of flow of metals, necessitating frequent rebuilding of the furnace, with loss of
production and costly 'down time'.
3.
After few melts, the silica ramming erodes and cracks, and hot metals can escape, with danger to
workers.
4.
The molten metals tend to become aggressive and leach out quickly chemical constituents present in
refractory bricks or linings, leaving spongy, weak structures in the bricks-often producing cracks through
which metal escapes and is lost. At this stage the furnace is dangerous to operate.
5.
These leached constituents form reactive compounds in various metals which produce bubbles and
subsequently create a high percentage of rejects in case products. This can make the process expensive
and uneconomical.
WHAT HAS BEEN DONE IN THE PAST?
Many methods have been tried to improve quality control and reduce rejects but little progress has been made.
Polybond Limited, have devoted much research to resolving these difficulties and recommend the use of
Furnascote Non-Vit. Furnascote Non-Vit contains 62.5% Zirconia, and thus being Zircon Rich, has superior
resistance to aggressive chemical attack by molten metals at low and high temperatures to 1,910°C (3,470°F),
and has good resistance to the effects of Thermal Shock. These chemical and physical properties of Non-Vit
have improved quality in many industrial applications on Heat uses in various industries for over 45 years.
Page 24
Furnascote Booklet - Induction Furnaces (i)
APPLICATIONS OF NON-VIT IN INDUCTION HEATING FURNACES
Production of special steels and steel alloys.
1.
The metal acts as conductor of the field of high electrical current which is converted into heat.
2.
The pure silica sand is rammed on the hearth and between the refractory bricks and the steel sleeve.
Silica is a superb insulator of electricity.
3.
The brick lining between the electric bobbins and the ramming (silica) is the vital part of this system and is
sensitive to thermal shock and physical wear. Breakdowns occur first in this area and the furnace is
stopped to be re-bricked and rammed with silica. The average working life is 3 to 4 weeks. Re-bricking
and delay in production is costly, so that, if it is possible to extend the working life at a reasonable cost,
efficiency and profit would increase.
4.
Non-Vit was used to strengthen this lining by trowelling or spraying 3mm on the outside and 5mm
coatings on the inside brick walls. 10 to 12 hours artificial drying was carried out by placing a perforated
steel barrel of hot coke inside the furnace. This dried off and set hard the Non-Vit.
5.
A steel sleeve or tube replaced the drum of hot coke and silica sand was rammed carefully between the
Non-Vit coating and the sleeve to an average wall thickness of 200 mm. The melting was started and the
sleeve allowed to melt away and dissolve in the liquid steel. This left a tough coating of silica on top of a
strong wall of Non-Vit.
6.
The brick wall was now reinforced by the Non-Vit and became super resistant to wear, tear and sudden
breakdown.
7.
After many applications of Non-Vit on these induction furnaces up to 5 ton melts, the results were superb.
Instead of breaking down after 3 to 4 weeks work the furnaces lasted from 35 to 40 weeks continuous
operation, An increase of 1,000% at the small extra cost of the Non-Vit and 2 extra hours of preparation.
Approx. amount of Non-Vit used was 100kg.
8.
Reasons for this success are due to the silica ramming having been strengthened, particularly against
Thermal Shock which occurs when new stock of cold scrap metal is charged into the hot chamber. The
refractory built wall has been strengthened by a sandwich of Non-Vit whose presence has resisted
damage to the bricks such as shock, chemical attack by molten metal which often seeps through cracks in
the silica, and resistance to the high temperature used. Furthermore, possible damage to the electric
bobbins is also reduced.
OTHER INDUSTRIES USING THIS SYSTEM
We have discussed Induction heating for the steel industry. The additional applications are being applied in
major industries in Europe and elsewhere as follows:
1.
Aluminium and Aluminium Alloys.
2.
Copper and non-ferrous metals and alloys.
Page 25
Furnascote Booklet - Induction Furnaces (ii)
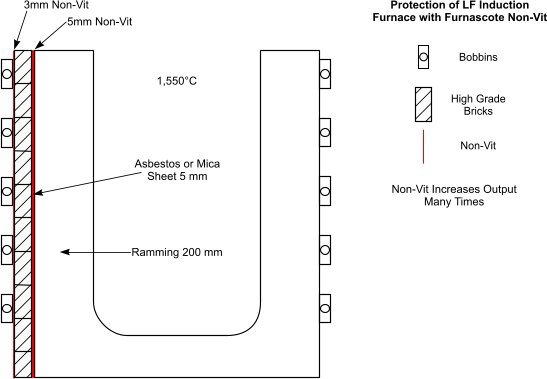
An Interesting Experiment
at Exceptionally High Temperature
REPORT ON HIGH TEMPERATURE APPLICATION OF FURNASCOTE NON-VIT (ZIRCON-RICH)
Furnascote Non-Vit is a zircon-rich refractory which is used in many industries up to 1,910°C (3,470°F), It has
excellent resistance to severe corrosion at elevated temperatures and is, therefore, in great demand in
industries where these conditions prevail.
Above 1,910°C, the demand for specialised refractories is at present non-existent. Much research work,
however, is being conducted in specialised areas of industry to find a refractory which will line a chamber to
contain heat above 2,000°C (3,632°F) for long and short periods.
Furnascote Non-Vit offers possibilities for use as the lining of a heating chamber where insulation and protection
of the heating zone from radiation, conduction and leakage of hot gas to atmosphere is desirable. Being
economic in price, Non-Vit could help solve many practical difficulties which, so far, are considered
insurmountable. Several independent laboratories have tried Non-Vit as a protective coating on heating
chambers where source of heat has been by oxy-acetylene flame, and also by electric arc. The following show
some of the results that we found.
HIGH TEMPERATURE EFFECTS OF GAS FLAMES (OXY-ACETYLENE AND OTHER GASES)
The average operating temperature of the gas flame was 3,000°C (5,472°F).
The Non-Vit is pre-set at 500°C to form solid blocks ½" (12 mm) thick. The block should be heated slowly to
approximately 2,000°C before projecting the gas flame onto it.
The cone of the flame after 120 seconds application, penetrates the Non-Vit to one millimetre only and the
surface bubbles, but does not disintegrate and remains intact. This converts the surface into a glazed material.
The rest of the Non-Vit below the surface remains solid and insulated against the penetration of this high
temperature.
Most other refractories disappear under the flame at 3,000°C (5,432°F) melt, volatilise and disintegrate. They
are also shattered by the effects of Thermal Shock, whereas Non-Vit has the property of resisting the effect of
Thermal Shock and only glazes the surface.
EFFECTS OF ELECTRIC ARC HEATING ON NON-VIT
The normal electric arc operates at an average of 3,000°C (5,432°F) with a peak temperature of 10,000°C
(18,032°F).
The Non-Vit is pre-set at 500°C to form solid blocks. The block should be heated slowly to approximately
2,000°C before applying the electric arc onto it.
The cone of the arc does exactly the same to the Non-Vit, as with Gas flames (above part 3).
The rest of the Non-Vit below the surface remains solid and insulated against the penetration of this high
temperature.
Most other refractories disappear under the flame at 3000°C (5432°F) melt, volatilise and disintegrate. They are
also shattered by the effects of Thermal Shock, whereas Non-Vit has the property of resisting the effect of
Thermal Shock and only glazes the surface.
These special properties of Furnascote Non-Vit offer the opportunity of lining heating chambers for high
temperature production, or research work, where 3,000°C is needed, or where one must reach 10,000°C for
short periods. The Non-Vit could line the chamber at 1" or 25mm thickness, which is preheated at 500°C to set it
off hard.
Page 26
Furnascote Booklet - Exceptionally High Temperature Experiment
The Pulp and Paper Industry
Furnascote refractory coatings deserve serious consideration by engineers concerned with the selection, usage
and maintenance of refractories in the pulp and paper industry.
The heavy consumption of thermal energy necessary for the chemical conversion of wood into paper pulp and
the subsequent recovery of unreacted chemicals, involve a correspondingly substantial reliance on refractories
within this industry. Refractory failures, especially those leading to closures of portions of the plant, can prove
enormously disruptive and costly. This problem is heightened by the arduous conditions to which refractory
surfaces are exposed in certain locations. Regions of high mechanical abrasion (as in ash flumes, the hoods of
lime kilns and boilers in which heavy fuel oils are burned) often suffer from rapid erosion or sand blasting of the
refractory. Severe spalling can occur when refractories are subjected to violent and frequent thermal shocks
such as in hog fuel boilers where cold and often wet fuel comes in contact with hot furnace walls.
In the pulp and paper industry, as with many chemical processing plants, problems of normal refractory wear
arising from thermal or mechanical stresses are further complicated by chemical attack from reactive
substances present in or produced by the pulping or recovery processes.
Furnascote refractory coatings, because of their high zirconium content (62.5% Zr0
2
) are exceptionally stable
and durable under most conditions of thermal, mechanical and chemical adversity encountered in the pulping
process. A protective layer of Non-Vit, trowelled, brushed or sprayed over bricks, castables, etc. to a depth of "
(3 mm) to ¼" will usually increase the working life of the underlying refractories by a factor of two to four times.
The following properties of Furnascote account for its effectiveness in reducing refractory wear.
ABRASION RESISTANCE
Experience gained over several years of actual in-plant usage in many industries coupled with the results of
independent tests have shown that Furnascote possesses mechanical strength and resistance to abrasive
forces which are superior to most conventional refractories.
RESISTANCE TO THERMAL SHOCK
At temperatures above 200°C, Non-Vit is slightly elastic and can accommodate rapid and considerable
temperature fluctuations because of its ability to move with the differential expansions and contractions of the
walls, whether they are made from metal or lined with refractory materials. (For further details click here.). This
property enables Furnascote to survive dramatic temperature changes which would quickly destroy most
conventional refractories. In addition, the protective layer of Furnascote will tend to cushion the underlying
refractory from the full brunt of rapid temperature fluctuations.
STABILITY TO CHEMICAL ATTACK
Waste gases and chemicals at elevated temperatures are encountered at many points within the pulping and
recovery processes where they can attack refractories and metal surfaces in boilers, ducts, chimneys, etc. A
layer of Furnascote can be bonded securely to both refractories and metals to form a continuous, gas tight
coating which is impervious to attack and penetration by oxides and oxyacids of sulphur, other acids, and most
chlorine compounds and other corrosive substances.
Plant shut-downs or low ambient temperatures can cause stack temperatures to fall to the point where some of
the gaseous components in the waste gases will condense on the inner surface. The nature of the condensate
will vary from stack to stack but is mainly acidic and almost always corrosive. Unfortunately most conventional
coatings are at least partially permeable to these substances which penetrate and accumulate within and behind
the refractory layer, leading tochemical deterioration of the refractory itself and corrosion of the steel shell to the
extent that its structural integrity might be threatened. Further, the absorbed liquids may revapourise when
normal operating temperatures are re-established and the resultant pressure can lead to detachment of the
refractory from the walls of the stack.
In such instances, Furnascote, with its superb chemical resistance and its capacity for bonding to refractories or
to metal surfaces (see here and here) has proven an excellent protection against chemically induced corrosion.
REDUCTION OF SLAG ADHESION
Although slag shows less tendency to adhere to Non-Vit surfaces than to most ordinary refractories, a wash
coating of Higlaze applied to a thickness of about " over the Non-Vit will provide a smooth, vitreous surface
which will reject almost entirely the build-up of slag deposits.
TEMPERATURE OPERATING RANGE
Although Non-Vit will harden at 200°C it will withstand sustained temperatures up to 1,910°C and can survive
temporary temperature surges as high as 3,000°C.
Higlaze requires a temperature of 850°C for vitrification and will operate with working temperatures up to
1,650°C.
Page 27
Furnascote Booklet - The Pulp and Paper Industry


Useful Applications of Furnascote
PATCHING AND PLUGGING WEAK SPOTS IN HOT FURNACES WITHOUT STOPPING
Users of Furnascote Non-Vit have reported excellent results in keeping furnaces in operation when a stoppage
for urgent repair would have caused chaos in production.
If a brick has fallen out of a wall or roof of a furnace, leaving a gaping hole, or a chunk had spalled off a
monolithic wall, this could leave a weak spot in the structure, with the danger of collapse of the wall or roof. This
sometimes occurs when a job is in hand for a shipping order and the stopping and cooling of the furnace for
urgent repair could result in cancellation of an export order, and losing a client. The Works Manager must then
make a vital decision, to stop the furnace and do a major repair, or try to patch the furnace quickly and continue
production. Should this situation repeat itself the remedy can be provided by the use of Non-Vit.
If the weak spot can be located by visual means, and is accessible inside the furnace on the roof, walls, corners,
or hearth, consists of a gaping hole, about the size of a brick which may have fallen out. or have disintegrated,
this hole can be filled and strengthened with Non-Vit, after the furnace has been stopped without any wait for
cooling.
Non-Vit powder is mixed with sufficient fresh water to just make a bond to form a stiff clay. Place a ball of this
clay on a steel lance, which has a supporting cap on which the Non-Vit is placed, and thrust into the hole,
applying manual force for 3 minutes. The moisture in the clay disperses rapidly, without blowing, and the Non-Vit
fills the hole and attaches itself to the surface and remains secure thereafter. This repair gives strength to the
weak spot and prevents the collapse of the furnace. It is best to add 10% extra Non-Vit to the quantity calculated
to fill the hole, in order that the repair is "proud" above the surface.
The best results are obtained at 800°C to 1,000°C (1,472°F to 1,382°F) although the method can be used at
higher temperatures if it is impossible to cool down to 1,000°C. Suggestions as to where instant spot repairs can
be made with Non-Vit, are ladles, receivers, soaking pits, annealing furnaces, aluminium and non-ferrous
crucibles, boiler furnaces, converters, heat exchange units, ships boiler plants etc. Precautions must be taken by
the operators when handling this type of repair, such as the provision of suitable protective clothing and goggles.
INCREASING THE WORKING LIFE OF CARBON CRUCIBLES
In small and large scale production of ferrous and non-ferrous metals, carbon crucibles are used, and are fired
by gas, oil and electricity. These crucibles are attacked by metals, wear out and break after a number of melts.
Being expensive, it would be desirable to increase their working life to get better returns. We have always
considered that a coating of Zirconium as a barrier coat at high temperatures could achieve this aim. Zirconium
is incompatible with carbon and will not adhere.
After many years of experiments we found a way to stick a blended Zirconium such as Non-Vit to carbon
crucibles. This has been achieved by mixing 5% by volume Sodium Silicate in the water used to convert Non-Vit
to a thick paste. Apply 2 to 3 brush coats of the paste to the inside wall of the crucible, the wall should be wire-
brushed beforehand, and left to dry in a warm atmosphere for a couple of days to "set off". The first heating of
the crucible should be slower than normal, but. subsequent melts can be conducted as normal. A one millimetre
coating ( ") has been found to double the life of a crucible and increase the number of melts, and improve the
quality of castings. Once the first coating has been accomplished, subsequent coatings of Non-Vit build up
excellent protection of the crucible.
Special Note of Surface Preparation
Where dense quality fire bricks and castables display glossy surfaces, and past experience has shown that
flaking does occur after firing, we advise the following:
Apply a revolving abrasive wheel of the Norton Crystalon type to the face of the bricks or castables for a few
seconds to scratch the skin and "de-scale" the surface. Wet the "de-scaled" bricks with fresh water to reduce
dust from rising. Then apply brush coatings of Furnascote in the normal way, allow to dry before firing. This
treatment will increase the adhesion of Furnascote to give superb results on glassy, dense, fire bricks.
For Further information, please don't hesitate in contacting us.
Page 28
Furnascote Booklet - Useful Applications

Safety Datasheet
Updated: April 2019
1. IDENTIFICATION OF SUBSTANCE
Product Name
Furnascote NON-VIT
Product Description
A powder mixture of zircon sands, clays and fluxes which is mixed with
water prior to application.
Supplier
As heading
2.1 CLASSIFICATION OF THE SUBSTANCES OR MIXTURE
EC 1272/2008
Physical and Chemical Hazards
None
Human health
None
Environment
None
The Full Text for all Hazard Statements are Displayed in Section 16.
Human health
The main constituent in this product is a naturally occuring radioactive material (NORM), and is
considered a radioactive product, however it is not considered a radioactive product for transportation purposes.
(< 10Bq/g). Local regulations should be consulted for the latest requirements based on the following.
Uranium
251 to 302 ppm
3.0 to 3.8 Bq/g
Thorium
102 to 139 ppm
0.4 to 0.5 Bq/g
The contact dose rate from bulk quantities is in the order of 1 to 2µSv/h above the background. A person
may work in dust concentrations of 3 mg/m³ for a full year without exceeding the maximum dose for a worker.
Respirable dust levels in typical zircon processing operations are reported in IAEA Safety Report No 51, and are
less than 25% of the maximum dose to workers of 1 mSv/y (ICRP).
The Concentration of Sodium Metaborate Tetrahydrate in this product doesn’t constitute a significant
enough level for the indicated hazards to be present in the final product.
Physical and Chemical Hazards
There have been no identified physical or chemical hazards.
2.2 LABEL ELEMENTS
Contains
Sodium Metaborate
Labels in Accordance with EC 1272/2008
None
Signal Word
None
Hazard Statements
None
Precautionary Statements
P261
Avoid breathing dust.
P280
Wear face protection.
3. COMPOSITION / INFORMATION ON INGREDIENTS
Additional Information
The Full Text for all Hazard Statements are Displayed in Section 16. All Concentration values are
expressed in a weight/weight % value.
Although Sodium Metaborate is suspected of causing damage to the unborn child if taken orally, this is
not apparent in the concentration present in Furnascote NON VIT.
Page 29
Furnascote Booklet - SDS (i)

4. FIRST AID MEASURES
General
- If medical attention is required present a copy of this datasheet to the physician.
The person must rest and be kept under medical observation even if there are no
immediate signs of symptoms.
Inhalation
- Remove affected person to fresh air and keep at rest. If irritation develops, seek
medical attention.
Skin Contact
- Remove contaminated clothing, Wash skin thouroughly with soap and water or use a
propreitary skin cleanser. Do not use solvents or thinners.
Eye Contact
- Immediately wash eyes with plenty of water while lifting the eye lids. Continue to rinse
for at least 15 minutes, check and remove contact lenses. If irritaion persists, seek
medical attention.
Ingestion
- Do NOT induce vomiting, seek medical advice. Rinse mouth with water and drink
2-4 cupfuls.
Common Symptoms and effects both acute and delayed
Inhalation
- Prolonged and/or massive inhalation of respirable crystalline silica dust may cause
lung fibrosis. Principal symptoms are coughing and breathlessness.
Ingestion
- No known effects.
Skin Contact
- No known effects.
Eye Contact
- Symptoms may include irritation or pain, lacrimation and redness of the eye tissue.
5. FIRE FIGHTING MEASURES
Fire Hazards
- Non Combustible and Non Explosive.
Extinguishing Media
- Any suitable for surrounding materials.
Combustion Products
- Does not Combust.
Protective Equipment
- Any suitable for surrounding materials.
Environmental
- Any suitable for surrounding materials.
Procedures
- Any suitable for surrounding materials.
6. ACCIDENTAL RELEASE MEASURES
Personal
- Use protective gloves, respirator and suitable protective clothing.
Environmental
- If material has entered surface drains, it may be neccesary to inform local
authorities.
Methods of Clean Up
- Use suitable vacuum equipment where reasonably practicable, otherwise
damp down and scoop into a receptacle. Avoid generation and spreading of
dust.
7. HANDLING AND STORAGE
Handling
- Avoid creating dusty conditions and prevent wind dispersal. Good industrial practice in
housekeeping and personal hygiene should be followed. When using do not eat, drink or
smoke. Wear suitable gloves and eye/face protection. (See 8). Wash thoroughly after
handling the material. Remove contaminated clothing and wash before re-use.
Whilst handling, airborne respirable crystalline silica (quartz - cristobalite) may be generated.
Prolonged and/or massive inhalation of respirable crystalline silica dust may cause lung
fibrosis, commonly referred to as silicosis. Principal symptoms of silicosis are cough and
breathlessness. Occupational exposure to respirable crystalline silica dust should be
monitored and controlled.
Storage
- Reseal open packages to prevent spillage. Minimise dust generation and accumulation.
8. EXPOSURE CONTROLS / PERSONAL PROTECTION
Adequate ventilation should be provided such that Derived No Effect Limits are not exceeded. Gloves made
out of Butyl Rubber at least 0.5mm thick, goggles, protective overals and chemically resistant safety shoes should
also be worn.
Use a properly fitted, air-purifying or air-fed respirator complying with an approved standard if a risk
assessment indicates this is necessary. Local Exhaust Ventilation is preferable to personal protection.
Safety eye wear should be used when there is a likelihood of exposure. If operating conditions cause high
dust concentrations to be produced, use dust goggles. Provide eyewash station and safety shower.
DNELs and PNECs for Sodium Metaborate are for anhydrous Sodium Metaborate rather than an 8M
solution. All DNELs and PNECs here are for components at full concentrations and not the concentration present in
this product.
Page 30
Furnascote Booklet - SDS (ii)
DNEL
Inhalation (mg / m³)
Oral (mg/kg bw/day)
Dermal (mg/kg bw/day)
Chronic = Long Term Exposure
PNEC
Hygiene Measures
Wash hands at the end of each work shift and before eating, smoking and using the toilet. Wash promptly if
skin becomes contaminated. Remove any clothing that becomes wet or contaminated. Contaminated clothing
should be placed in a closed container until disposal or decontamination. Warn cleaning personnel of
contaminants hazardous properties.
9. PHYSICAL AND CHEMICAL PROPERTIES
10. STABILITY AND REACTIVITY
Conditions to Avoid
- None
Materials to Avoid
- None
Hazardous decomp products
- Does not decompose.
Dangerous Reactions
- None.
11. TOXILOGICAL INFORMATION
Skin Contact
- No irritation to skin.
Eye Contact
- Irritating to eyes.
Inhalation
- Irritating to respiratory system in large quantities.
Toxilogical information on ingredients
Information provided is for ingredients at full concentration, and not as present in the product.
12. ECOLOGICAL INFORMATION
Furnascote NON-VIT is not considered to be dangerous to the environment or toxic to fish.
Ecological information on ingredients (Acute Toxicity)
Information provided is for ingredients at full concentration, and not as present in the product.
Page 31
Furnascote Booklet - SDS (iii)

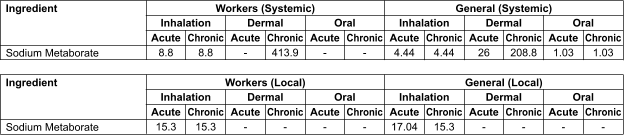


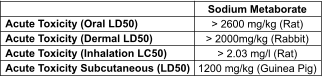
Persistence and degradability
There is no data on the degradability of this product.
Bioaccumulative potential
There are no data on the bioaccumulation of this product.
Mobility in soil
There are no data on the Mobility in soil of this product.
PBT and vPvB assessment
This product does not contain any PBT or vPvB substances.
13. DISPOSAL CONSIDERATIONS
Dispose of waste in accordance with local requirements. Landfill is the most appropriate disposal method.
14. TRANSPORT INFORMATION
Furnascote NON-VIT is not regulated for Transport.
15. REGULATORY INFORMATION
Statutory Instruments
Control of Substances Hazardous to Health.
Approved Code Of Practice
Safety Data Sheets for Substances and Preparations. Classification and Labelling of Substances and
Preparations Dangerous for Supply.
Guidance Notes
Workplace Exposure Limits EH40.
EU Legislation
Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18
th
December 2006
concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH), establishing a
European Chemicals Agency, amending Directive 1999/45/EC and repealing Council Regulation (EEC) No
793/93 and Commission Regulation (EC) No 1488/94 as well as Council Directive 76/769/EEC and Commission
Directives 91/155/EEC, 93/67/EEC, 93/105/EC and 2000/21/EC, including amendments. Regulation (EC) No
1272/2008 of the European Parliament and of the Council of 16
th
December 2008 on classification, labelling and
packaging of substances and mixtures, amending and repealing Directives 67/548/EEC and 1999/45/EC, and
amending Regulation (EC) No 1907/2006.
National Regulations
Control of Substances Hazardous to Health Regulations 2002 (as amended) The Carriage of Dangerous
Goods and Use of Transportable Pressure Equipment Regulations 2009 ("CDG 2009"), SI 2009 No 1348.
Page 32
Furnascote Booklet - SDS (iv)
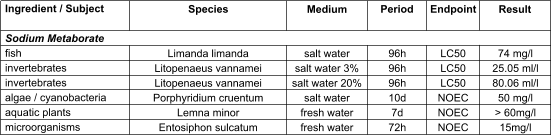
16. OTHER INFORMATION
Abbreviations:
N/A not applicable. ND not determined. NR not regulated.
ADR: European agreement concerning the international carriage of Dangerous goods by road.
CAS International reference numbers for chemical substances. (Chemical Abstracts Service)
CHIP: Chemicals (Hazard Information and Packaging) Regulations 1993, and later revisions.
DNEL: Derived No-Effect Level.
EINECS: European Inventory of Existing commercial Chemical Substances.
GHS: Globally Harmonized System of Classification and Labelling of Chemicals.
IMDG: International Maritime code for Dangerous Goods.
LC50: Lethal Concentration, 50 percent.
NOEC: No Observed Effect Concentration.
PBT: Persistent Bioaccumulative Toxic.
PNEC: Predicted No-Effect Concentration.
RID: Regulation Concerning the International Transport of Dangerous Goods by Rail.
STEL: Short Term Exposure Limit.
STP: Standard Temperature and Pressure, in a standard environment (298°K / 25°C and 1 atm pressure)
TWA: Time Weighted Average.
vPvB: Very Persistent and Very Bioaccumulative.
WEL: Workplace Exposure Limit.
Example Label using information from Section 2.2
Hazard Statements From Section 2.1 and 3 in Full
H319
Causes serious eye irritation.
H361
Suspected of damaging fertility or the unborn child if taken orally.
Page 33
Furnascote Booklet - SDS (v)
Note: This data sheet does not constitue a user's assessment of workplace risk as required by the Health &
Safety At Work Act, COSHH, Management of Health and Safety at Work Regulations or other health and safety
legislation
The data contained in this safety data sheet has been supplied as required by the Chemicals (Hazard identification and Packaging for supply)
Regulations, as amended, for the purpose of protecting the health and safety of industrial users who are deemed capable of understanding
and acting upon the information provided. Every endeavour has been made to ensure that the information in this document is reliable, but no
responsibility can be taken for errors or omissions. Users must satisfy themselves that there are no circumstances requiring additional
information or precautions or the verification of details given herein.
Save Energy With Furnascote
Increase Output from your Fuel Ration
CONSERVATION OF ENERGY
Furnascote Non-Vit (Zircon rich) refractory was designed originally in the 1940s, when fuel oil and coal, were in
short supply, to obtain the maximum output of energy from rationed supplies of fuel to industry. Rationing of fuel
oil was more severe than it is today. The interest in conservation of fuel oil fell into decline after the 1960's, as
crude oil was so abundant, that many users regarded low price fuel oil as a commodity which would last forever,
at a give away price.
HOW FURNASCOTE CAN CONSERVE ENERGY
After much research work following the war a suitable formula was produced with Furnascote which was
capable of sealing the inside of furnaces, facing the flames, hot gases, or electric elements, and thus stopping
the ingress of cold air, and the escape of valuable heat through cracks, present in the firebricks, monolithic, or
castable walls, ceilings or hearths. The Government investigation specialists dealing with fuel conservation,
revealed that cracked firebricks could lose into atmosphere, and waste AS as much as a third of the energy
available in the fuel, whether it be solid or oil.
APPLICATION OF FURNASCOTE
Non-Vit, with its very high concentration of zirconium, resists many forms of vicious chemical attack at elevated
temperatures using thin coatings up to 3mm thick, from ambient temperature as high as 1,910°C (3,470°F) and
a 3mm film of Non-Vit offers as good protection and insulation, as a 5". (127mm) firebrick. So, small quantities
are involved. It forms a superb gas-tight seal on the furnace walls through which hot gas cannot leak out. Thus,
a maximum output of energy can be obtained. Wear and tear on the surface, is very slow and a 3mm coat will
last many years. We have found that when annual inspection and maintenance of furnaces are carried out,
usually annually, that a quick wash of 1mm Non-Vit over the original layer, increases efficiency.
HOW FURNASCOTE IS SUPPLIED
Non-Vit is supplied as a dry powder sealed in 25kg plastic drums, and will last indefinately in arctic or tropic
areas. The dry powder is mixed with fresh water to make up a suitable consistency to form a slurry (for spraying
or brushing), a paste for trowelling; and a cement for filling in large cracks and spalls.
Any Average Bricklayer Can Apply Non-Vit Rapidly and Efficiently
PRECAUTIONS IN FIRST APPLICATION
The only precaution necessary is that, when the first repair on old furnaces, or application on new furnaces, is
made, that the first firing be made slowly. After drying the damp Non-Vit for at least 24 hours, then a slow rise of
50°C per hour to reach operating temperatures. Once operating temperature is reached there is no problem.
The furnace can be stopped, cooled or heated irregularly, as can happen where thermostatically controlled fuel
supply is used, such as where surges of peak demand occur in power stations Non-Vit is found to be superb in
reducing damage to heating units, caused by Thermal Shock.
Following are some of the applications that FURNASCOTE-Non-Vit is recommended for use in where fuel oil
and solid fuels are employed in furnaces (Non-Vit is particularly recommended in applications against Thermal
Shock):
Delay in receiving supplies of Non-Vit can mean losses of thousands of pounds to ship owners. These delays
can be caused by industrial strikes, fogs, heavy weather, transport, hold-ups everywhere.
We have overcome this menace to owners by laying in stocks at principal sites in Europe and elsewhere. Details
of Agents carrying Stocks will be sent upon request.
Page 34
Furnascote Booklet - Save Energy Leaflet (i)


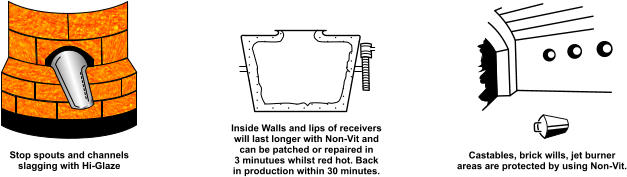
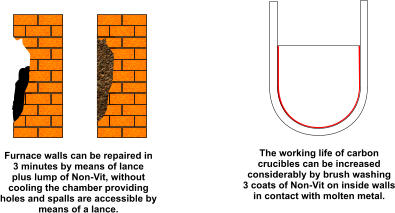
Furnascote
If your company has a tricky problem with heat transfer units, breakdown of
refractory walls, severe corrosion in furnaces at low and high termperatures, or
other difficulties with containment of heat up to 1,910°C, our Technical
Department will be happy to study the problem and report its opinion, free of
charge. A sample of Furnascote Non-Vit will be sent for spot tests for the price
of postage in the UK and Europe.

The greatest care is taken that all goods supplied shall be of the highest possible qualityand the seller will at his option either refund the
price paid for or replace any goods forming the whole or any part of the goos supplied which are shown to the satisfaction of the seller to be
defective but save as aforesaid all warranties, guaranteed and conditions whether implied by the common law statute custom of the trade or
otherwise are expressly excluded and the Seller shall not be liable in any circumstanced for loss damage costs claimd arising from any
goods supplied or the use to which they are put either by the buyer or third parties.
No variation of the contract of which these conditions form part is to be legally binding unless made in writing.
For complete workind of our condiitons of sale, please visit www.acronpaints.co.uk/salest&c.pdf